-
1 в ... раз более
•Phenol is a million times more reactive than benzene in most substitution reactions.
Русско-английский научно-технический словарь переводчика > в ... раз более
-
2 в ... раз более
•Phenol is a million times more reactive than benzene in most substitution reactions.
Русско-английский научно-технический словарь переводчика > в ... раз более
-
3 цифровой стандарт GSM на частоте 900 МГц
цифровой стандарт GSM на частоте 900 МГц
Распространен в более 100 странах Европы и Азии.
[ http://www.morepc.ru/dict/]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > цифровой стандарт GSM на частоте 900 МГц
-
4 кабельный канал
- trench for cabling
- raceway
- electric raceway
- duct
- conduit
- cabling
- cable trench
- cable duct
- cable channel
кабельный канал
Кабельным каналом называется закрытое и заглубленное (частично или полностью) в грунт, пол, перекрытие и т. п. непроходное сооружение, предназначенное для размещения в нем кабелей, укладку, осмотр и ремонт которых возможно производить лишь при снятом перекрытии.
[ПУЭ. Раздел 2]
кабельный канал
Элемент системы электропроводки, расположенный над землей или полом или в земле или в полу, открытый, вентилируемый или замкнутый, размеры которого не позволяют вход людей, но обеспечивают доступ к трубам и (или) кабелям по всей длине в процессе монтажа и после него.
Примечание - Кабельный канал может составлять или не составлять часть конструкции здания
[ ГОСТ Р МЭК 60050-826-2009]
канал кабельный
Подземный непроходной канал, предназначенный для размещения электрических кабелей
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]EN
cable channel
element of a wiring system above or in the ground or floor, open, ventilated or closed, and having dimensions which do not permit the entry of persons but allow access to the conduits and/or cables throughout their length during and after installation
NOTE – A cable channel may or may not form part of the building construction.
[IEV number 826-15-06]FR
caniveau, m
élément de canalisation situé au-dessus ou dans le sol ou le plancher, ouvert, ventilé ou fermé, ayant des dimensions ne permettant pas aux personnes d'y circuler, mais dans lequel les conduits ou câbles sont accessibles sur toute leur longueur, pendant et après installation
NOTE – Un caniveau peut ou non faire partie de la construction du bâtiment.
[IEV number 826-15-06]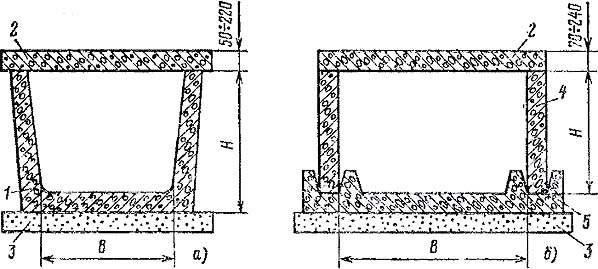
Кабельные каналы:
а — лотковый типа ЛК; б — из сборных плит типа СК:1 — лоток; 2 — плита перекрытия; 3 — подготовка; 4 — плита стеновая; 5 — основание
Высота кабельных каналов в свету не ограничивается, но бывает не более 1200 мм. Ширина каналов определяется в зависимости от размеров применяемых кабельных конструкций из условия сохранения прохода не менее 300 мм при глубине канала до 600 мм, 450 мм — от более 600 до 900 мм, 600 мм при более 900 мм.
Полы в каналах выполняют с уклоном не менее 0,5% в сторону водосборников или ливневой канализации.
Для крепления кабельных конструкций в стенах каналов через каждые 0,8—1 м (по длине) устанавливают закладные детали. При заводском изготовлении стеновых панелей детали устанавливают на предприятии-изготовителе. Закладные детали в каналах глубиной до 600 мм располагают в один ряд, при большей глубине каналов — в два ряда.
В местах поворота и разветвления трассы устраивают уширительные камеры, размеры которых выбирают с учетом допускаемого радиуса изгиба прокладываемого кабеля.
[ http://forca.ru/knigi/oborudovanie/priemka-zdaniy-i-sooruzheniy-pod-montazh-elektrooborudovaniya-11.html]Недопустимые, нерекомендуемые
Примечание(1)- Мнение автора карточкиТематики
- кабели, провода...
- электропроводка, электромонтаж
- электроустановки
Обобщающие термины
EN
- cable channel
- cable duct
- cable trench
- cabling
- conduit
- duct
- electric raceway
- raceway
- trench for cabling
DE
FR
- caniveau du câble
- caniveau, m
- conduite du câble
Русско-английский словарь нормативно-технической терминологии > кабельный канал
-
5 подъём с больших глубин
Mining: deep hoisting (более 900 м), deep winding (более 900 м)Универсальный русско-английский словарь > подъём с больших глубин
-
6 Профсоюз работников транспорта и неквалифици
General subject: Transport and General Workers' Union (основан в Великобритании в 1922 г.; объединяет более 900 тыс. членов; основной целью является улучшение оплаты и условий труда работников)Универсальный русско-английский словарь > Профсоюз работников транспорта и неквалифици
-
7 композиция
- SDR 9
- SDR 7,4
- SDR 6
- SDR 41
- SDR 33
- SDR 26
- SDR 21
- SDR 17,6
- SDR 17
- SDR 13,6
- SDR 11
- PN 8
- PN 6,3
- PN 6
- PN 5
- PN 4
- PN 3,2
- PN 25
- PN 20
- PN 2,5
- PN 16
- PN 12,5
- PN 10
- composition
композиция
Осмысленное, сложное и/или оригинальное оформление всех движений в программе по фигурному катанию в соответствии с принципами пропорциональности, единства, объемности, рисунка, структуры и выразительности.
[Департамент лингвистических услуг Оргкомитета «Сочи 2014». Глоссарий терминов]EN
composition
Intentional, developed and/or original arrangement of all types of movements in figure skating program according to the principles of proportion, unity, space, pattern, structure and phrasing.
[Департамент лингвистических услуг Оргкомитета «Сочи 2014». Глоссарий терминов]Тематики
EN
3.20 композиция: Гомогенная гранулированная смесь базового полимера (ПЭ), включающая в себя добавки (антиоксиданты, пигменты, стабилизаторы и др.), вводимые на стадии производства композиции, в концентрациях, необходимых для обеспечения изготовления и использования труб, соответствующих требованиям настоящего стандарта».
Пункт 4.1. Первый абзац изложить в новой редакции:
«4.1 Размеры труб из композиций полиэтилена ПЭ 32 приведены в таблице 1, из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100 - в таблицах 2 и 3»;
таблица 1. Наименование. Заменить слова: «из полиэтилена 32» на «из композиций полиэтилена 32»;
головка. Заменить значения максимального рабочего давления воды при 20 °С: 0,25 на 2,5; 0,4 на 4; 0,6 на 6; 1 на 10;
таблицы 2 и 3 изложить в новой редакции:
Таблица 2 - Средний наружный диаметр и овальность труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
В миллиметрах
Номинальный размер DN/OD
Средний наружный диаметр dem
Овальность после экструзии***, не более
dem, min
Предельное отклонение*
10
10,0
+0,3
1,2
12
12,0
+0,3
1,2
16
16,0
+0,3
1,2
20
20,0
+0,3
1,2
25
25,0
+0,3
1,2
32
32,0
+0,3
1,3
40
40,0
+0,4**
1,4
50
50,0
+0,4**
1,4
63
63,0
+0,4
1,5
(75)
75,0
+0,5
1,6
90
90,0
+0,6
1,8
110
110,0
+0,7
2,2
(125)
125,0
+0,8
2,5
(140)
140,0
+0,9
2,8
160
160,0
+1,0
3,2
(180)
180,0
+1,1
3,6
(200)
200,0
+1,2
4,0
225
225,0
+1,4
4,5
250
250,0
+1,5
5,0
280
280,0
+1,7
9,8
315
315,0
+1,9
11,1
355
355,0
+2,2
12,5
400
400,0
+2,4
14,0
450
450,0
+2,7
15,6
500
500,0
+3,0
17,5
(560)
560,0
+3,4
19,6
630
630,0
+3,8
22,1
710
710,0
+6,4
24,9
800
800,0
+7,2
28,0
900
900,0
+8,1
31,5
1000
1000,0
+9,0
35,0
1200
1200,0
+10,8
42,0
1400
1400,0
+12,6
49,0
1600
1600,0
+14,4
56,0
1800
1800,0
+16,2
63,0
2000
2000,0
+18,0
70,0
* Соответствует ГОСТ ИСО 11922-1, квалитет В - для размеров DN/OD ≤ 630, квалитет А - для размеров DN/OD ≥ 710.
** Предельное отклонение увеличено до 0,4 мм по сравнению с указанным в ГОСТ ИСО 11922-1.
*** Соответствует ГОСТ ИСО 11922-1, квалитет N, определяет изготовитель после экструзии.
Примечание - Размеры, взятые в скобки, - нерекомендуемые.
Таблица 3 - Толщины стенок и номинальные давления труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
В миллиметрах
Наименование полиэтилена
SDR 41
SDR 33
SDR 26
SDR 21
Номинальное давление, 105 Па (бар)
ПЭ 63
PN 2,5
PN 3,2
PN 4
PN 5
ПЭ 80
PN 3,2
PN 4
PN 5
PN 6,3
ПЭ 100
PN 4
PN 5
PN 6,3
PN 8
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
-
-
-
-
12
-
-
-
-
-
-
-
-
16
-
-
-
-
-
-
-
-
20
-
-
-
-
-
-
-
-
25
-
-
-
-
-
-
-
-
32
-
-
-
-
-
-
-
-
40
-
-
-
-
-
-
2,0*
+0,3
50
-
-
-
-
2,0
+0,3
2,4
+0,4
63
-
-
2,0
+0,3
2,5
+0,4
3,0
+0,4
75
2,0*
+0,3
2,3
+0,4
2,9
+0,4
3,6
+0,5
90
2,2
+0,4
2,8
+0,4
3,5
+0,5
4,3
+0,6
110
2,7
+0,4
3,4
+0,5
4,2
+0,6
5,3
+0,7
125
3,1
+0,5
3,9
+0,5
4,8
+0,6
6,0
+0,7
140
3,5
+0,5
4,3
+0,6
5,4
+0,7
6,7
+0,8
160
4,0
+0,5
4,9
+0,6
6,2
+0,8
7,7
+0,9
180
4,4
+0,6
5,5
+0,7
6,9
+0,8
8,6
+1,0
200
4,9
+0,6
6,2
+0,8
7,7
+0,9
9,6
+1,1
225
5,5
+0,7
6,9
+0,8
8,6
+1,0
10,8
+1,2
250
6,2
+0,8
7,7
+0,9
9,6
+1,1
11,9
+1,3
280
6,9
+0,8
8,6
+1,0
10,7
+1,2
13,4
+1,5
315
7,7
+0,9
9,7
+1,1
12,1
+1,4
15,0
+1,6
355
8,7
+1,0
10,9
+1,2
13,6
+1,5
16,9
+1,8
400
9,8
+1,1
12,3
+1,4
15,3
+1,7
19,1
+2,1
450
11,0
+1,2
13,8
+1,5
17,2
+1,9
21,5
+2,3
500
12,3
+1,4
15,3
+1,7
19,1
+2,1
23,9
+2,5
560
13,7
+1,5
17,2
+1,9
21,4
+2,3
26,7
+2,8
630
15,4
+1,7
19,3
+2,1
24,1
+2,6
30,0
+3,1
710
17,4
+1,9
21,8
+2,3
27,2
+2,9
33,9
+3,5
800
19,6
+2,1
24,5
+2,6
30,6
+3,2
38,1
+4,0
900
22,0
+2,3
27,6
+2,9
34,4
+3,6
42,9
+4,4
1000
24,5
+2,6
30,6
+3,2
38,2
+4,0
47,7
+4,9
1200
29,4
+3,1
36,7
+3,8
45,9
+4,7
57,2
+5,9
1400
34,3
+3,6
42,9
+4,4
53,5
+5,5
66,7
+6,8
1600
39,2
+4,1
49,0
+5,0
61,2
+6,3
76,2
+7,8
1800
44,0
+4,5
55,1
+5,7
68,8
+7,0
85,8
+8,7
2000
48,9
+5,0
61,2
+6,3
76,4
+7,8
95,3
+9,7
Наименование полиэтилена
SDR 17,6
SDR 17
SDR 13,6
SDR 11
Номинальное давление, 105 Па (бар)
ПЭ 63
PN 6
-
PN 8
PN 10
ПЭ 80
(PN 7,5)
PN 8
PN 10
PN 12,5
ПЭ 100
(PN 9,5)
PN 10
PN 12,5
PN 16
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
-
-
-
-
12
-
-
-
-
-
-
-
-
16
-
-
-
-
-
-
-
-
20
-
-
-
-
-
-
2,0*
+0,3
25
-
-
-
-
2,0*
+0,3
2,3
+0,4
32
-
-
2,0*
+0,3
2,4
+0,4
3,0*
+0,4
40
2,3
+0,4
2,4
+0,4
3,0
+0,4
3,7
+0,5
50
2,9
+0,4
3,0
+0,4
3,7
+0,5
4,6
+0,6
63
3,6
+0,5
3,8
+0,5
4,7
+0,6
5,8
+0,7
75
4,3
+0,6
4,5
+0,6
5,6
+0,7
6,8
+0,8
90
5,1
+0,7
5,4
+0,7
6,7
+0,8
8,2
+1,0
110
6,3
+0,8
6,6
+0,8
8,1
+1,0
10,0
+1,1
125
7,1
+0,9
7,4
+0,9
9,2
+1,1
11,4
+1,3
140
8,0
+1,0
8,3
+1,0
10,3
+1,2
12,7
+1,4
160
9,1
+1,1
9,5
+1,1
11,8
+1,3
14,6
+1,6
180
10,2
+1,2
10,7
+1,2
13,3
+1,5
16,4
+1,8
200
11,4
+1,3
11,9
+1,3
14,7
+1,6
18,2
+2,0
225
12,8
+1,4
13,4
+1,5
16,6
+1,8
20,5
+2,2
250
14,2
+1,6
14,8
+1,6
18,4
+2,0
22,7
+2,4
280
15,9
+1,7
16,6
+1,8
20,6
+2,2
25,4
+2,7
315
17,9
+1,9
18,7
+2,0
23,2
+2,5
28,6
+3,0
355
20,1
+2,2
21,1
+2,3
26,1
+2,8
32,2
+3,4
400
22,7
+2,4
23,7
+2,5
29,4
+3,1
36,3
+3,8
450
25,5
+2,7
26,7
+2,8
33,1
+3,5
40,9
+4,2
500
28,3
+3,0
29,7
+3,1
36,8
+3,8
45,4
+4,7
560
31,7
+3,3
33,2
+3,5
41,2
+4,3
50,8
+5,2
630
35,7
+3,7
37,4
+3,9
46,3
+4,8
57,2
+5,9
710
40,2
+4,2
42,1
+4,4
52,2
+5,4
64,5
+6,6
800
45,3
+4,7
47,4
+4,9
58,8
+6,0
72,6
+7,4
900
51,0
+5,2
53,3
+5,5
66,1
+6,8
81,7
+8,3
1000
56,6
+5,8
59,3
+6,1
73,5
+7,5
90,8
+9,2
1200
68,0
+6,9
71,1
+7,3
88,2
+9,0
108,9
+11,0
1400
-
-
83,0
+8,4
102,9
+10,4
-
-
1600
-
-
94,8
+9,6
117,5
+11,9
-
-
1800
-
-
106,6
+10,8
-
-
-
-
2000
-
-
118,5
+12,0
-
-
-
-
Наименование полиэтилена
SDR 9
SDR 7,4
SDR 6
Номинальное давление, 105 Па (бар)
ПЭ 63
-
-
-
ПЭ 80
PN 16
PN 20
PN 25
ПЭ 100
PN 20
PN 25
-
Номинальный размер DN/OD
Толщина стенки е
номин.
пред. откл.
номин.
пред. откл.
номин.
пред. откл.
10
-
-
-
-
2,0*
+0,3
12
-
-
-
-
2,0
+0,3
16
2,0*
+0,3
2,3*
+0,4
2,7
+0,4
20
2,3
+0,4
3,0*
+0,4
3,4
+0,5
25
2,8
+0,4
3,5
+0,5
4,2
+0,6
32
3,6
+0,5
4,4
+0,6
5,4
+0,7
40
4,5
+0,6
5,5
+0,7
6,7
+0,8
50
5,6
+0,7
6,9
+0,8
8,3
+1,0
63
7,1
+0,9
8,6
+1,0
10,5
+1,2
75
8,4
+1,0
10,3
+1,2
12,5
+1,4
90
10,1
+1,2
12,3
+1,4
15,0
+1,7
110
12,3
+1,4
15,1
+1,7
18,3
+2,0
125
14,0
+1,5
17,1
+1,9
20,8
+2,2
140
15,7
+1,7
19,2
+2,1
23,3
+2,5
160
17,9
+1,9
21,9
+2,3
26,6
+2,8
180
20,1
+2,2
24,6
+2,6
29,9
+3,1
200
22,4
+2,4
27,4
+2,9
33,2
+3,5
225
25,2
+2,7
30,8
+3,2
37,4
+3,9
250
27,9
+2,9
34,2
+3,6
41,5
+4,3
280
31,3
+3,3
38,3
+4,0
46,5
+4,8
315
35,2
+3,7
43,1
+4,5
52,3
+5,4
355
39,7
+4,1
48,5
+5,0
59,0
+6,0
400
44,7
+4,6
54,7
+5,6
66,4
+6,8
450
50,3
+5,2
61,5
+6,3
-
-
500
55,8
+5,7
68,3
+7,0
-
-
560
62,5
+6,4
76,5
+7,8
-
-
630
70,3
+7,2
86,1
+8,7
-
-
710
79,3
+8,1
97,0
+9,8
-
-
800
89,3
+9,1
109,3
+11,1
-
-
900
100,5
+10,2
-
-
-
-
1000
111,6
+11,3
-
-
-
-
* Номинальная толщина стенки труб увеличена в соответствии с условиями применения по сравнению с указанной в ГОСТ ИСО 4065 для данного SDR.
Примечания
1 Номинальные давления PN, указанные в скобках, выбраны из ряда R40 по ГОСТ 8032.
2 Полиэтилен ПЭ 63 не рекомендуется для изготовления труб диаметром более 250 мм.
Пункт 4.1. Исключить слова: «При этом допускается изготовлять трубы с предельными отклонениями, указанными в скобках».
Пункт 4.2. Первый абзац. Заменить значение: «плюс 1 %» на «±1 %»;
второй абзац. Заменить значения: «плюс 3 %» на «±3 %» и «плюс 1,5 %» на «±1,5 %».
Пункт 4.4 исключить.
Пункт 5.1 изложить в новой редакции:
«5.1 Трубы изготовляют из композиций полиэтилена (см. 3.20) минимальной длительной прочностью MRS 3,2 МПа (ПЭ 32), MRS 6,3 МПа (ПЭ 63), MRS 8,0 МПа (ПЭ 80), MRS 10,0 МПа (ПЭ 100) (приложение Г) по технологической документации, утвержденной в установленном порядке. Введение добавок на стадии экструзии труб не допускается. Допускается изготовлять трубы из композиций полиэтилена с использованием вторичного гранулированного полиэтилена ПЭ 32, ПЭ 63, ПЭ 80 или ПЭ 100, полученного из труб собственного производства.
Классификация композиции полиэтилена по уровню минимальной длительной прочности MRS по таблице 4а (кроме ПЭ 32) должна быть установлена изготовителем композиции в соответствии с ГОСТ ИСО 12162.
Таблица 4а - Классификация композиций полиэтилена
Обозначение композиции полиэтилена
Минимальная длительная прочность MRS, МПа
Расчетное напряжение σs,МПа
ПЭ 100
10,0
8,0
ПЭ 80
8,0
6,3
ПЭ 63
6,3
5,0
ПЭ 32
3,2
2,5
Значение MRS и классификацию композиции полиэтилена устанавливают, исходя из значения нижнего доверительного предела прогнозируемой гидростатической прочности σLPL, в соответствии с ГОСТ ИСО 12162. Значение σLPL должно быть определено на основе анализа данных длительных гидростатических испытаний образцов труб, выполненных по ГОСТ 24157. При определении длительной гидростатической прочности композиций полиэтилена ПЭ 100 прямая, описывающая временную зависимость прочности при 80 °С не должна иметь перегиба ранее 5000 ч».
Раздел 5 дополнить пунктом - 5.1а:
«5.1а Трубы должны соответствовать Единым санитарно-эпидемиологическим и гигиеническим требованиям к товарам, подлежащим санитарно-эпидемиологическому и гигиеническому контролю (надзору)».
Пункт 5.2. Таблица 5. Графа «Значение показателя для труб из». Для показателя 1 заменить слова: «с синими продольными полосами в количестве не менее четырех» на «с синими продольными маркировочными полосами в количестве не менее трех»;
после слов «не регламентируются» дополнить словами: «Цвет защитной оболочки - синий»;
показатели 2, 3 и 4 изложить в новой редакции, показатель 5 дополнить знаком сноски «*»; дополнить показателем 7 и сноской «**»:
Наименование показателя
Значение показателя для труб из
Метод испытания
ПЭ 32
ПЭ 63
ПЭ 80
ПЭ 100
2 Относительное удлинение при разрыве, %, не менее
250
350
350
350
По ГОСТ 11262 и 8.4 настоящего стандарта
3 Изменение длины после прогрева (для труб номинальной толщиной 16 мм и менее), %, не более
3
По ГОСТ 27078 и 8.5 настоящего стандарта
4 Стойкость при постоянном внутреннем давлении при 20 °С, ч, не менее
При начальном напряжении в стенке трубы 6,5 МПа 100
При начальном напряжении в стенке трубы 8,0 МПа 100
При начальном напряжении в стенке трубы 9,0 МПа 100
При начальном напряжении в стенке трубы 12,0 МПа 100
По ГОСТ 24157 и 8.6 настоящего стандарта
7 Термостабильность при 200 °С**, мин, не менее
20
По приложению Ж
* В случае пластического разрушения до истечения 165 ч - см. таблицу 5а.
** Допускается проводить испытание при 210 °С или при 220 °С. В случае разногласий испытание проводят при температуре 200 °С.
Пункт 5.3.1. Третий абзац исключить;
дополнить абзацами и примечанием:
«Маркировка не должна приводить к возникновению трещин и других повреждений, ухудшающих прочностные характеристики трубы.
При нанесении маркировки методом печати цвет маркировки должен отличаться от основного цвета трубы. Размер шрифта и качество нанесения маркировки должны обеспечивать ее разборчивость без применения увеличительных приборов.
Примечание - Изготовитель не несет ответственности за маркировку, ставшую неразборчивой в результате следующих действий при монтаже и эксплуатации: окрашивание, снятие верхнего слоя, использование покрытия или применение моющих средств, за исключением согласованных или установленных изготовителем.
Маркировка труб с соэкструзионными слоями и труб с защитной оболочкой - в соответствии с В.2.3 и В.3.4 (приложение В)».
Пункт 5.4.1. Первый абзац. Заменить значение: «до 1 т» на «до 3 т»; дополнить словами: «По согласованию с потребителем из пакетов допускается формировать блок-пакеты массой до 5 т»;
первый и четвертый абзацы. Заменить слова: «и труднодоступных районов» на «и приравненных к ним местностей» (2 раза);
третий абзац. Заменить значение: 20 на 16.
Пункт 6.1. Первый абзац. Заменить слова: «Трубы из полиэтилена» на «Полиэтилен, из которого изготовляют трубы,»; заменить ссылку: ГОСТ 12.1.005 на ГОСТ 12.1.007.
Пункт 6.2. Второй абзац после слов «соответствовать ГОСТ 12.3.030» изложить в новой редакции: «Предельно допустимые концентрации основных продуктов термоокислительной деструкции в воздухе рабочей зоны и класс опасности приведены в таблице 6»;
таблицу 6 изложить в новой редакции:
Таблица 6
Наименование продукта
Предельно допустимая концентрация (ПДК) в воздухе рабочей зоны по ГОСТ 12.1.005*, мг/м3
Класс опасности по ГОСТ 12.1.007
Действие на организм
Формальдегид
0,5
2
Выраженное раздражающее, сенсибилизирующее
Ацетальдегид
5
3
Общее токсическое
Углерода оксид
20
4
Общее токсическое
Органические кислоты (в пересчете на уксусную кислоту)
5
3
Общее токсическое
Аэрозоль полиэтилена
10
4
Общее токсическое
* В Российской Федерации действует ГОСТ 29325,
б) как расчетное значение из нескольких (в соответствии с таблицей 7а) измерений диаметра, равномерно расположенных в выбранном поперечном сечении.
Таблица 7а - Количество измерений диаметра для данного номинального размера
Номинальный размер трубы DN/OD
Количество измерений диаметра в данном поперечном сечении
≤40
4
>40 и ≤600
6
>600 и ≤1600
8
>1600
12
Измерения проводят с погрешностью в соответствии с таблицей 7б.
Таблица 7б - Погрешность измерения диаметра
В миллиметрах
Номинальный размер трубы DN/OD
Допускаемая погрешность единичного измерения
Среднеарифметическое значение округляют до*
≤600
0,1
0,1
600 < DN ≤ 1600
0,2
0,2
>1600
1
1
* Округление среднего значения проводят в большую сторону.
В случае перечисления б), рассчитывают среднеарифметическое значение полученных измерений, округляют в соответствии с таблицей 7б и записывают результат как средний наружный диаметр dеm».
Пункт 8.3.4. Второй абзац. Заменить слова: «в таблицах 1 - 4» на «в таблицах 1, 3».
Пункт 8.3.5. Заменить слова: «определяемыми по ГОСТ 29325» на «измеряемыми».
Пункт 8.3.6. Второй абзац дополнить словами: «в процессе производства».
Пункт 8.4 изложить в новой редакции:
«8.4 Относительное удлинение при разрыве определяют по ГОСТ 11262* на образцах-лопатках, при этом толщина образца должна быть равна толщине стенки трубы. Отрезок трубы, изготовленный из пробы, отобранной по 7.2, разделяют на равное количество секторов, вырезают полосы, располагаемые приблизительно равномерно по окружности трубы, в количестве, указанном в таблице 7в.
________
* В Российской Федерации действуют ГОСТ Р 53652.1-2009 и ГОСТ Р 53652.3-2009.
Таблица 7в - Количество образцов
Номинальный наружный диаметр, dn, мм
20 ≤ dn < 75
75 ≤ dn < 280
280 ≤ dn < 450
dn ≥ 450
Количество полос для изготовления образцов
3
5
5
8
Примечание - Для труб диаметром 40 мм и менее допускается вырезать полосы из двух или трех отрезков труб.
Тип образца, метод изготовления и скорость испытания выбирают в соответствии с таблицей 8.
Таблица 8
Номинальная толщина стенки трубы е, мм
Тип образца по ГОСТ 11262
Способ изготовления
Скорость испытания, мм/мин
е ≤ 5
1
Вырубка штампом-про- сечкой или механическая обработка по ГОСТ 26277
100 ± 10
5 < е ≤12
2
Вырубка штампом-про- сечкой или механическая обработка по ГОСТ 26277
50 ± 5
е > 12
2
Механическая обработка по ГОСТ 26277
25 ±2
или е > 12
3 по рисунку 1
Механическая обработка по ГОСТ 26277
10 ± 1

Рисунок 1 - Образец типа 3
Таблица 9 - Размеры образца типа 3
Параметр
Размеры, мм
Общая длина l1, не менее
250
Начальное расстояние между центрами несущих болтов l2
165 ± 5
Длина рабочей части (параллельная часть) l3
25 ± 1
Расчетная длина l0
20 ± 1
Ширина головки b1
100 ± 3
Ширина рабочей части (параллельная часть) b2,
25 ± 1
Толщина е
Соответствует толщине стенки трубы
Радиус закругления r
25 ± 1
Диаметр отверстия d
30 ± 5
При изготовлении ось образца должна быть параллельна оси трубы и располагаться по центру полосы, при этом штамп-просечку устанавливают на внутреннюю сторону полосы.
Перед испытанием образцы кондиционируют по ГОСТ 12423 при температуре испытания (23 ± 2) °С при номинальной толщине образца, мм:
еn < 3 ………………………………………………..… в течение 1 ч ± 5 мин
3 ≤ еп < 8 ……………………………………………………… » 3 ч ± 15 мин
8 ≤ еn < 16 …………………………………………………….. » 6 ч ± 30 мин
16 ≤ еn < 32 …………………………………………………… » (10 ± 1) ч
еn ≥ 32 …………………………………………………………. » (16 ± 1) ч.
Примечание - При достижении относительного удлинения 500 % испытание может быть прекращено до наступления разрыва образца.
За результат испытания принимают минимальное значение относительного удлинения при разрыве, вычисленное до третьей значащей цифры».
Пункт 8.5 дополнить словами: «на трубах номинальной толщиной стенки 16 мм и менее. При этом образцы перед испытанием кондиционируют в стандартной атмосфере 23 по ГОСТ 12423 при номинальной толщине испытуемой трубы, мм:
еn < 3 ………………………………………………….. в течение 1 ч
3 ≤ еп < 8 ……………………………………………………… » ≥3 ч
8 ≤ еn < 16 …………………………………………………….. » ≥6 ч».
Пункт 8.6. Заменить слова: «на трех пробах» на «на пробах»; исключить слова: «Расчет испытательного давления проводят с точностью 0,01 МПа»; дополнить словами: «Среда испытания - «вода в воде».
Пункт 9.1. Последний абзац. Заменить слова: «и труднодоступные районы» на «и приравненные к ним местности».
Пункт 9.2. Первый абзац изложить в новой редакции:
«Трубы хранят по ГОСТ 15150, раздел 10 в условиях 5 ( ОЖ4) или 8 (ОЖ3). При этом трубы, изготовленные из несажевых композиций полиэтилена, хранят в условиях 8 (ОЖ3) в течение не более 12 мес, по истечению указанного срока они должны быть испытаны по показателям 2, 5, 7 таблицы 5».
Пункт 10.2. Исключить слово: «хранения».
Приложение А. Пункт А. 1. Исключить слово: «нормативных».
Приложение Б. Таблицу Б.2 изложить в новой редакции:
Таблица Б.2 - Расчетная масса 1 м труб из композиций полиэтилена ПЭ 63, ПЭ 80, ПЭ 100
Номинальный размер DN/OD
Расчетная масса 1 м труб, кг
SDR 41
SDR 33
SDR 26
SDR 21
SDR 17,6
SDR 17
SDR 13,6
SDR 11
SDR 9
SDR 7,4
SDR 6
10
-
-
-
-
-
-
-
-
-
-
0,051
12
-
-
-
-
-
-
-
-
-
-
0,064
16
-
-
-
-
-
-
-
-
0,090
0,102
0,115
20
-
-
-
-
-
-
-
0,116
0,132
0,162
0,180
25
-
-
-
-
-
-
0,148
0,169
0,198
0,240
0,277
32
-
-
-
-
-
0,193
0,229
0,277
0,325
0,385
0,453
40
-
-
-
0,244
0,281
0,292
0,353
0,427
0,507
0,600
0,701
50
-
-
0,308
0,369
0,436
0,449
0,545
0,663
0,786
0,935
1,47
63
-
0,392
0,488
0,573
0,682
0,715
0,869
1,05
1,25
1,47
1,73
75
0,469
0,543
0,668
0,821
0,97
1,01
1,23
1,46
1,76
2,09
2,45
90
0,630
0,782
0,969
1,18
1,40
1,45
1,76
2,12
2,54
3,00
3,52
110
0,930
1,16
1,42
1,77
2,07
2,16
2,61
3,14
3,78
4,49
5,25
125
1,22
1,50
1,83
2,26
2,66
2,75
3,37
4,08
4,87
5,78
6,77
140
1,53
1,87
2,31
2,83
3,35
3,46
4,22
5,08
6,12
7,27
8,49
160
1,98
2,41
3,03
3,71
4,35
4,51
5,50
6,67
7,97
9,46
11,1
180
2,47
3,05
3,78
4,66
5,47
5,71
6,98
8,43
10,1
12,0
14,0
200
3,03
3,82
4,68
5,77
6,78
7,04
8,56
10,4
12,5
14,8
17,3
225
3,84
4,76
5,88
7,29
8,55
8,94
10,9
13,2
15,8
18,7
21,9
250
4,81
5,90
7,29
8,92
10,6
11,0
13,4
16,2
19,4
23,1
27,0
280
5,96
7,38
9,09
11,3
13,2
13,8
16,8
20,3
24,4
28,9
33,9
315
7,49
9,35
11,6
14,2
16,7
17,4
21,3
25,7
30,8
36,6
42,8
355
9,53
11,8
14,6
18,0
21,2
22,2
27,0
32,6
39,2
46,4
54,4
400
12,1
15,1
18,6
22,9
26,9
28,0
34,2
41,4
49,7
59,0
69,0
450
15,2
19,0
23,5
29,0
34,0
35,5
43,3
52,4
62,9
74,6
-
500
19,0
23,4
29,0
35,8
42,0
43,9
53,5
64,7
77,5
92,1
-
560
23,6
29,4
36,3
44,8
52,6
55,0
67,1
81,0
97,3
116
-
630
29,9
37,1
46,0
56,5
66,6
69,6
84,8
103
123
146
-
710
38,1
47,3
58,5
72,1
84,7
88,4
108
131
157
186
-
800
48,3
59,9
74,1
91,4
108
112
137
166
199
236
-
900
60,9
75,9
93,8
116
136
142
173
210
252
-
-
1000
75,4
93,5
116
143
168
175
214
259
311
-
-
1200
108
134
167
206
242
252
308
373
-
-
-
1400
148
183
227
280
-
343
419
-
-
-
-
1600
193
239
296
365
-
448
547
-
-
-
-
1800
243
303
375
462
-
567
-
-
-
-
-
2000
300
374
462
571
-
700
-
-
-
-
-
Примечание после таблицы Б.2. Заменить слова: «плотности полиэтилена» на «плотности композиции полиэтилена», «полиэтилена плотностью» на «композиции полиэтилена плотностью».
Приложение В изложить в новой редакции:
Источник: 2:
Русско-английский словарь нормативно-технической терминологии > композиция
-
8 Спектральный метод определения никеля, алюминия, магния, марганца, кобальта, олова, меди и циркония в ниобии
4.2. Спектральный метод определения никеля, алюминия, магния, марганца, кобальта, олова, меди и циркония в ниобии
Спектральному методу предшествует перевод анализируемой пробы в пятиокись ниобия.
Метод основан на измерении интенсивности линий элементов примесей в спектре, полученном при испарении пятиокиси ниобия в смеси с графитовым порошком и хлористым натрием из канала графитового электрода в дуге постоянного тока.
Массовую долю примесей в ниобии (табл. 4) определяют по градуировочным графикам, построенным в координатах: логарифм отношения интенсивности линии определяемого элемента и интенсивности фона (
 ) - логарифм концентрации определяемого элемента (lg C).
) - логарифм концентрации определяемого элемента (lg C).4.2.1. Аппаратура, материалы и реактивы
Спектрограф дифракционный типа ДФС-13 с решеткой 600 и 1200 штр/мм и трехлинзовой системой освещения щели или аналогичный прибор (фотоэлектрический прибор типа МФС). Допускается использовать спектрограф ДФС-8 с решеткой 1800 штрихов.
Генератор дуговой типа ДГ-2 с дополнительным реостатом или генератор аналогичного типа.
Выпрямитель 250 - 300 В, 30 - 50 А.
Микрофотометр нерегистрирующий типа МФ-2 или аналогичного типа.
Таблица 4
Определяемая примесь
Массовая доля примеси, %
Никель
1∙10-3 - 2∙10-2
Алюминий
5∙10-4 - 1∙10-2
Магний
1∙10-3 - 2∙10-3
Марганец
5∙10-4 - 5∙10-3
Кобальт
5∙10-4 - 3∙10-2
Олово
1∙10-3 - 1∙10-2
Медь
3∙10-3 - 5∙10-2
Цирконий
1∙10-3 - 2∙10-2
Спектропроектор типа ПС-18, СП-2 или аналогичного типа.
Весы аналитические.
Весы торсионные типа ВТ-500.
Ступка и пестик из органического стекла.
Бокс из органического стекла.
Электропечь муфельная с терморегулятором на температуру до 900 °С.
Чашки платиновые.
Станок для заточки графитовых электродов.
Электроды графитовые, выточенные из графитовых стержней ОС. Ч. 7 - 3 диаметром 6 мм, заточенные на усеченный конус с площадкой диаметром 1,5 мм.
Электроды графитовые, выточенные из графитовых стержней ОС. Ч. 7 - 3 диаметром 6 мм, с каналом глубиной 5 мм, внешний диаметр - 3,0 мм, внутренний диаметр - 2,0 мм, длина заточенной части - 6 мм.
Порошок графитовый ОС. Ч. 8 - 4 по ГОСТ 23463-79.
Фотопластинки спектрографические марок СПЭС и СП-2, размером 9´12/1,2 или 13´18/1,2, обеспечивающие нормальное почернение аналитических линий и близлежащего фона в спектре.
Лампа инфракрасная ИКЗ-500 с регулятором напряжения РНО-250-0,5 или аналогичным.
Спирт этиловый ректификованный по ГОСТ 18300-72, дважды перегнанный в кварцевом приборе.
Никеля окись черная по ГОСТ 4331-78, ч.
Алюминия окись безводная для спектрального анализа, х. ч.
Магния окись по ГОСТ 4526-75, ч. д. а.
Марганца (IV) окись по ГОСТ 4470-79, ч. д. а.
Кобальта (II - III) окись по ГОСТ 4467-79, ч. или ч. д. а.
Олова двуокись, ч. д. а.
Циркония двуокись по ГОСТ 21907-76.
Меди (II) окись по ГОСТ 16539-79.
Натрий хлористый ОС. Ч. 6 - 1.
Ниобия пятиокись, в которой содержание определяемых элементов не превышает установленной для метода нижней границы диапазона определяемых массовых долей.
Проявитель:
метол........................................................................................ 2,2 г
натрий сернистокислый безводный по ГОСТ 195-77......... 96 г
гидрохинон по ГОСТ 19627-74............................................. 8,8 г
натрий углекислый по ГОСТ 83-79...................................... 48 г
калий бромистый по ГОСТ 4160-74..................................... 5 г
вода........................................................................................... до 1000 см3.
Фиксаж:
тиосульфат натрия кристаллический по СТ СЭВ 223-75... 300 г
аммоний хлористый по ГОСТ 3773-72................................ 20 г
вода........................................................................................... до 1000 см3.
4.2.2. Приготовление буферной смеси
Буферную смесь, состоящую из 90 % угольного порошка и 10 % хлористого натрия готовят, смешивая 0,9000 г угольного порошка и 0,1000 г хлористого натрия с 20 см3 спирта в течение 30 мин и высушивая под инфракрасной лампой.
4.2.3. Приготовление образцов сравнения (ОС)
Основной образец сравнения, содержащий по 1 % никеля, алюминия, магния, марганца, кобальта, олова, циркония и меди, готовят механическим истиранием и перемешиванием буферной смеси с окислами соответствующих металлов.
Навески массой 0,0141 г окиси никеля, 0,0189 г окиси алюминия, 0,0186 г окиси магния, 0,0158 г окиси марганца (IV) 0,0136 г (II - III)-окиси кобальта, 0,0127 г двуокиси олова, 0,0125 г окиси меди и 0,0140 г двуокиси циркония помещают в ступке из органического стекла и добавляют 0,8818 г буферной смеси. Смесь тщательно перемешивают, добавляя спирт для поддержания смеси в кашицеобразном состоянии, в течение 1 ч и высушивают под инфракрасной лампой до постоянной массы.
Последовательным разбавлением основного образца сравнения буферной смесью готовят серию образцов сравнения (ОС) с убывающей концентрацией определяемых элементов. Содержание каждой из определяемых примесей (в процентах на содержание металла в металлическом ниобии) и вводимые в смесь навески буферной смеси и разбавляемого образца приведены в табл. 5.
Образцы сравнения хранят в полиэтиленовых банках с крышками.
Таблица 5
Обозначение образца
Массовая доля каждой из определяемых примесей, %
Масса навески, г
буферной смеси
разбавляемого образца
ОС 1
1∙10-1
3,3930
0,3770 (основной образец)
ОС 2
5∙10-2
1,7700
1,7700 (ОС 1)
ОС 3
2∙10-2
2,3100
1,5400 (ОС 2)
ОС 4
1∙10-2
1,8500
1,8500 (ОС 3)
ОС 5
5∙10-3
1,7000
1,7000 (ОС 4)
ОС 6
2∙10-3
2,1000
1,4000 (ОС 5)
ОС 7
1∙10-3
1,5000
1,5000 (ОС 6)
ОС 8
5∙10-4
1,0000
1,0000 (ОС 7)
4.1.2 - 4.2.3. (Измененная редакция, Изм. № 1).
4.2.4. Проведение анализа
4.2.4.1. Перевод металлического ниобия в пятиокись ниобия
Пробу металлического ниобия 1 - 3 г помещают в платиновую чашку и прокаливают в муфельной печи при температуре 800 - 900 °С в течение 2 ч. Полученную пятиокись ниобия в виде белого порошка охлаждают в эксикаторе, помещают в пакет из кальки к передают на спектральный анализ.
4.2.4.2. Определение никеля, алюминия, магния, марганца, кобальта, олова, меди и циркония
Пробы и образцы сравнения готовят в боксе. Для этого 100 мг пробы и 100 мг буферной смеси или 100 мг образца сравнения и 100 мг пятиокиси ниобия тщательно растирают в плексигласовой ступке в течение 5 мин. Подготовленную пробу или образец сравнения набивают в каналы трех графитовых электродов, предварительно обожженных в дуге постоянного тока при 7 А в течение 5 с.
Электроды устанавливают в штатив в вертикальном положении. Верхним электродом служит графитовый стержень, заточенный на конус. Между электродами зажигают дугу постоянного тока силой 7 А с последующим повышением (в течение 20 с) до 15 А. Электрод с пробой включен анодом.
Во избежание выброса материала из кратера электродов, ток включают при сомкнутых электродах с их последующим разведением, величина которого контролируется по проекции на промежуточной диафрагме. Время экспозиции - 120 с, промежуточная диафрагма - 5 мм.
Спектры в области длин волн 2500 - 3500 нм фотографируют с помощью спектрографа ДФС-13 с решеткой 600 штр/мм, используя трехлинзовую систему освещения щели на фотопластинку тип II чув. 15 ед., ширина щели спектрографа 15 мкм.
4.2.4.3. Определение меди
Пробу, приготовленную по п. 4.2.4.2, помещают в канал графитового электрода. Электрод с пробой или образцом сравнения служит анодом (нижний электрод). Верхним электродом является графитовый электрод, заточенный на конус. Между электродами зажигают дугу постоянного тока. В первые 15 с сила тока - 5 А, последующие 1 мин 45 с - 15 А. Полная экспозиция 120 с. Спектры фотографируют на спектрографе ДФС-13 с решеткой 1200 штр/мм с трехлинзовой осветительной системой. Фотопластинка типа ЭС чув. 9. Промежуточная диафрагма 0,8 мм. Шкалу длин волн устанавливают на 320 нм. Ширина щели спектрографа 15 мкм. Во время экспозиции расстояние между электродами поддерживают равным 3 мм.
Спектр каждой пробы и каждого образца сравнения регистрируют на фотопластинке по три раза. Экспонированные пластинки проявляют, промывают водой, фиксируют, окончательно промывают и сушат.
4.2.4.1 - 4.2.4.3. (Измененная редакция, Изм. № 1).
4.2.4.4. Обработка результатов
В каждой спектрограмме фотометрируют почернения аналитической линии определяемого элемента Sл+ф (табл. 6) и близлежащего фона Sф и вычисляют разность почернений DS = Sл+a - Sф.
Таблица 6
Определяемый элемент
Длина волны аналитической линии, нм
Алюминий
309,2
Магний
279,5
Марганец
279,4
Медь
327,4
Олово
284,0
Цирконий
339,2
Никель
300,2
Кобальт
304,4
По трем параллельным значениям DS1, DS2, DS3, полученным по трем спектрограммам, снятым для каждого образца, находят среднее арифметическое результатов
 .
.От полученных средних значений
 переходят к значениям
переходят к значениям  с помощью таблиц, приведенных в приложении к ГОСТ 13637.1-77.
с помощью таблиц, приведенных в приложении к ГОСТ 13637.1-77.Используя значения lg C и
 для образцов сравнения, строят градуировочный график в координатах
для образцов сравнения, строят градуировочный график в координатах  , lg C. По этому графику по значениям
, lg C. По этому графику по значениям  для пробы определяют содержание примеси в пробе.
для пробы определяют содержание примеси в пробе.Разность наибольших и наименьших из результатов трех параллельных и результатов двух анализов с доверительной вероятностью Р = 0,95 не должна превышать величин допускаемых расхождений, приведенных в табл. 7.
Таблица 7
Определяемый элемент
Массовая доля, %
Допускаемое расхождение, %
параллельных определений
результатов анализов
Алюминий
0,0005
0,005
0,01
0,0003
0,003
0,006
0,0002
0,002
0,004
Цирконий
0,001
0,005
0,01
0,0006
0,003
0,005
0,0004
0,002
0,003
Магний
0,001
0,005
0,01
0,0006
0,004
0,006
0,0001
0,003
0,004
Марганец
0,0005
0,005
0,01
0,0003
0,003
0,006
0,0002
0,002
0,004
Медь
0,005
0,01
0,06
0,003
0,003
0,006
0,02
0,002
0,002
0,003
0,01
0,002
Олово
0,001
0,005
0,01
0,0006
0,003
0,005
0,0004
0,002
0,003
Никель
0,001
0,005
0,001
0,0006
0,003
0,005
0,0004
0,002
0,003
Кобальт
0,0005
0,005
0,01
0,0003
0,003
0,005
0,0002
0,002
0,003
Допускаемые расхождения для промежуточных содержаний рассчитывают методом линейной интерполяции.
4.2.4.5. Контроль правильности результатов
Правильность результатов анализа серии проб контролируют для каждой определенной примеси при переходе к новому комплекту образцов сравнения, С этой целью для одной и той же пробы, содержащей определенную примесь в контролируемом диапазоне концентраций с использованием старого и нового комплектов образцов сравнения, получают четыре результата анализа и вычисляют средние арифметические значения. Затем находят разность большего и меньшего значений. Результаты анализа считают правильными, если указанная разность не превышает допускаемых расхождений результатов двух анализов пробы по содержанию определяемой примеси.
Контроль правильности проводят для каждого интервала между ближайшими по содержанию образцами сравнения по мере поступления на анализ соответствующих проб.
4.3. Массовую долю тантала, титана, кремния, железа, вольфрама, молибдена определяют по ГОСТ 18385.1-79 - ГОСТ 18385.4-79 или спектральными методами (пп. 4.3.1 - 4.3.3), кислорода и водорода - по ГОСТ 22720.1-77, азота - по ГОСТ 22720.1-77 или ГОСТ 22720.4-77.
Допускается применять другие методы анализа примесей, по точности не уступающие указанным.
При разногласиях в оценке химического состава его определяют по ГОСТ 18385.1-79 - ГОСТ 18385.4-79, ГОСТ 22720.1-77, ГОСТ 22720.1-77 и ГОСТ 22720.4-77.
Массовую долю углерода определяют по ГОСТ 22720.3-77. Кроме анализатора АН-160, допускается использовать приборы АН-7529 и АН-7560.
4.2.4.4. - 4.3. (Измененная редакция, Изм. № 1).
4.3.1. Спектральный метод определения примесей титана, кремния, железа, никеля, алюминия, магния, марганца, олова, меди, циркония, при массовой доле каждой примеси от 0,001 до 0,02.
Метод основан на возбуждении дугой постоянного тока и фотографической регистрации спектров образцов сравнения и спектров анализируемого материала, превращенного в оксиды прокаливанием, с последующим определением массовой доли примесей по градуировочным графикам, построенным в координатах: логарифм отношения интенсивности линии определяемого элемента к интенсивности фона lg(Iл/Iф) - логарифм массовой доли определяемого элемента lg C.
Относительное среднее квадратическое отклонение, характеризующее сходимость результатов параллельных определений, при массовой доле каждой примеси 0,001 % составляет 0,15, при массовой доле каждой примеси 0,02 % - 0,11.
Суммарная погрешность результата анализа с доверительной вероятностью Р = 0,95 при массовой доле примеси 0,00100 % не должна превышать ± 0,00023 % абс, при массовой доле примеси 0,0200 % - ± 0,0033 % абс.
4.3.1.1. Аппаратура, материалы и реактивы
Спектрограф ДФС-13 с решеткой 1200 штр/мм или аналогичный.
Источник постоянного тока УГЭ, или ВАС-275-100, или аналогичный.
Микроденситометр МД-100, или микрофотометр МФ-2, или аналогичный.
Спектропроектор типа ПС-18, или ДСП-2, или аналогичный.
Весы аналитические с погрешностью взвешивания не более 0,0002 г.
Весы торсионные ВТ-500 или аналогичные с погрешностью взвешивания не более 0,002 г.
Печь муфельная с терморегулятором, на температуру от 400 до 1100 °С.
Шкаф сушильный типа СНОД 3.5.3.5.3.5./3М или аналогичный.
Станок для заточки графитовых электродов.
Ступки и пестики из оргстекла.
Чашки платиновые по ГОСТ 6563-75.
Фотопластинки спектральные: диапозитивные, СП-2, СП-ЭС, обеспечивающие в условиях анализа нормальные почернения аналитических линий и близлежащего фона в спектре.
Порошок графитовый ос. ч. 8 - 4 по ГОСТ 23463-79 или аналогичный, обеспечивающий чистоту по определяемым примесям. Нижние электроды, выточенные из графитовых стержней ос. ч. 7 - 3 диаметром 6 мм, имеющие размеры, мм:
высота заточенной части....................... 10
диаметр заточенной части.................... 4,0
глубина кратера...................................... 3,8
диаметр кратера..................................... 2,5
Верхние электроды из графитовых стержней ос. ч. 7 - 3 диаметром 6 мм, заточенные на усеченный конус с площадкой диаметром 1,5 мм, высотой заточенной конической части 4 мм.
Натрий фтористый, ос. ч. 7 - 3.
Ниобия пятиокись для оптического стекловарения, ос. ч. 7 - 3.
Титана (IV) двуокись, ос. ч. 7 - 3.
Кремния (IV) двуокись по ГОСТ 9428-73, ч. д. а.
Железа (III) окись, ос. ч. 2 - 4.
Никеля (II) закись, ч. д. а.
Алюминия (III) окись, х. ч.
Магния (II), ч. д. а.
Марганца (IV) окись, ос. ч. 9 - 2.
Олова (IV) окись, ч. д. а.
Меди (II) окись (гранулированная) по ГОСТ 16539-79.
Циркония (IV) двуокись, ос. ч. 6 - 2.
Спирт этиловый ректификованный по ГОСТ 18300-87.
Лак идитоловый, 1 %-ный спиртовый раствор.
Метол по ГОСТ 25664-83.
Гидрохинон по ГОСТ 19627-74.
Натрий сернистокислый (сульфит) по ГОСТ 195-77.
Натрий углекислый по ГОСТ 83-79.
Калий бромистый по ГОСТ 4160-74.
Натрия тиосульфат кристаллический по ГОСТ 244-76.
Калий сернистокислый пиро (метабисульфит).
Вода дистиллированная по ГОСТ 6709-72.
Проявитель, готовят следующим образом: 2 г метола, 52 г сульфита натрия, 10 г гидрохинона, 40 г углекислого натрия, 5 г бромистого калия растворяют в воде, в указанной последовательности доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Фиксаж, готовят следующим образом: 250 г тиосульфата натрия и 25 г метабисульфита калия растворяют в указанной последовательности в 750 - 800 см3 воды, доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Допускается применять проявитель и фиксаж, рекомендованные для применяемых фотопластинок.
Основная смесь, представляющая собой механическую смесь оксида ниобия и оксидов определяемых элементов с массовой долей каждой примеси 1 % в расчете на содержание металла в смеси металлов. Для ее приготовления каждый препарат оксида помещают в отдельную чашку, прокаливают в течение 90 мин в муфельной печи при температурах, указанных в табл. 7, охлаждают в эксикаторе и берут навески, указанные в табл. 7а. Переносят в ступку сначала приблизительно одну четвертую часть навески пятиокиси ниобия, затем полностью навески оксидов всех элементов-примесей и тщательно растирают смесь в ступке в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. Затем в ту же ступку переносят оставшуюся часть навески пятиокиси ниобия и опять тщательно растирают смесь в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, а затем прокаливают при температуре (400 ± 20) °С в течение 60 мин и охлаждают в эксикаторе.
Промежуточная смесь и рабочие образцы сравнения (РОС1 - РОС4); готовят, смешивая указанные в табл. 7б массы пятиокиси ниобия, основной смеси, промежуточной смеси и рабочего образца сравнения РОС2. Перед взятием навесок пятиокись ниобия прокаливают 90 мин при (950 ± 20) °С, а ОС, ПС и РОС2 - при температуре (400 ± 20) °С в течение 60 мин и охлаждают в эксикаторе. Смешивают тщательным растиранием в ступке в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, прокаливают при температуре (400 ± 20) °С в течение 60 мин и охлаждают в эксикаторе.
Буферная смесь 95 % графитового порошка и 5 % фтористого натрия. Навески помещают в ступку и тщательно растирают в течение 30 мин.
4.3.1.2. Проведение анализа
Навеску порошка металлического ниобия массой 0,5 г помещают в платиновую чашку, прокаливают в муфельной печи при температуре 800 - 850 °С в течение 2 ч и охлаждают в эксикаторе. Переносят в ступку и смешивают с буферной смесью в соотношении 2:1 (по массе), помещают в пакет из кальки.
Каждый из рабочих образцов сравнения РОС1 - РОС4 также смешивают с буферной смесью в соотношении 2:1 (по массе).
Верхние и нижние электроды обжигают в дуге переменного тока при силе тока 10 А в течение 10 с.
Каждой из полученных смесей (смесь, полученная из навески пробы, и полученные из РОС1 - РОС4) плотно заполняют кратеры шести нижних электродов неоднократным погружением электродов в пакет со смесью. После этого в каждый нижний электрод помещают 2 капли спиртового раствора идитолового лака. Подсушивают электроды в сушильном шкафу при температуре 80 - 90 °С в течение (15 ± 1) мин.
В кассету спектрографа помещают:
в коротковолновую область спектра - диапозитивную фотопластинку;
в длинноволновую - фотопластинку марки СП-2.
Нижний электрод (с материалом пробы или с материалом рабочего образца сравнения) включают анодом дуги постоянного тока. Спектры фотографируют при следующих условиях:
сила тока................................................ 10 ± 0,5 А
межэлектродный промежуток............. 2 мм
экспозиция............................................. (40 ± 3) с
щель спектрографа................................ (0,020 ± 0,001) мм
промежуточная диафрагма.................. (5,0 ± 0,1) мм
деление шкалы длин волн.................... (303,0 ± 2,5) нм
Фотографируют по три раза спектр каждого рабочего образца сравнения и по три раза спектр каждой пробы, используя для каждого образца сравнения (или пробы) три из шести нижних электродов. Затем фотографирование спектров повторяют, используя оставшиеся три заполненных пробой (образцом сравнения) нижних электрода.
Экспонированные фотопластинки проявляют, промывают водой, фиксируют, окончательно промывают водой и сушат.
4.3.1.3. Обработка результатов
В каждой фотопластинке фотометрируют почернения аналитических линий определяемого элемента Sл+ф(табл. 7в) и близлежащего фона Sф и вычисляют разность почернений DS = Sл+ф - Sф.
По трем значениям DS1, DS2, DS3, полученным из трех спектрограмм, снятым для каждого образца на одной фотопластинке, находят среднее арифметическое DS. От полученных значений DS переходят к значениям lg(Iл/Iф) с помощью таблиц, приведенных в ГОСТ 13637.1-77.
Таблица 7а
Наименование препарата
Формула
Температура прокаливания перед взвешиванием, °С (пред. откл. ± 20 °С)
Масса навески прокаленного препарата оксида, г
Коэффициент пересчета массы металла на массу оксида
Масса металла в навеске оксида, г
Массовая доля металла в смеси металлов, %
Пятиокись ниобия
Nb2O5
950
10,2996
1,4305
7,2000
90
Двуокись титана
TiO2
1100
0,1334
1,6680
0,0800
1
Двуокись кремния
SiO2
1100
0,1711
2,1393
0,0800
1
Окись железа
Fe2O3
800
0,1144
1,4297
0,0800
1
Закись никеля
NiO
600
0,1018
1,2725
0,0800
1
Окись алюминия
Al2O3
1100
0,1512
1,8895
0,0800
1
Окись магния
MgO
1100
0,1327
1,6583
0,0800
1
Окись марганца
MnO2
400
0,1266
1,5825
0,0800
1
Окись олова
SnO2
600
0,1016
1,2696
0,0800
1
Окись меди
CuO
700
0,1001
1,2518
0,0800
1
Двуокись циркония
ZrO2
1100
0,1081
1,3508
0,0800
1
11,5406
8,0000
100
Используя значения lg C (где С - массовая доля определяемой примеси по табл. 7б) и полученные по первой фотопластинке значения lg(Iл/Iф) для рабочих образцов сравнения РОС1 - РОС4, строят градуировочный график в координатах lgC, lg(Iл/Iф). По этому графику, используя полученное по той же фотопластинке значение lg(Iл/Iф) для пробы, определяют массовую долю примеси в пробе - первый из двух результатов параллельных определений данной примеси.
Таблица 7б
Обозначение образца
Массовая доля каждой примеси в расчете на содержание металла в смеси металлов, %
Масса навески, г
Суммарная масса смеси оксидов, содержащая 8 г металла, г
прокаленного препарата пятиокиси ниобия
разбавляемого образца (в скобках приведено его обозначение)
Промежуточная смесь
0,100
10,2996
1,1541 (ОС)
11,4537
РОС1
0,020
9,1552
2,2907 (ПС)
11,4459
РОС2
0,009
10,4140
1,0308 (ПС)
11,4443
POС4
0,004
10,1726
1,2716 (РОС2)
11,4442
РОС3
0,003
11,1007
0,3436 (ПС)
11,4443
Таблица 7в
Определяемый элемент
Аналитическая линия, нм
Магний
285,21
Кремний
288,16
Марганец
294,92
Никель
300,25
Железо
302,06
Титан
307,86
Алюминий
308,22
Цирконий
316,60
Олово
317,50
Медь
327,47
Результат второго параллельного определения получают таким же образом по второй пластинке.
Разность большего и меньшего результатов параллельных определений с доверительной вероятностью Р = 0,95 не должна превышать допускаемого расхождения, указанного в табл. 7г.
Таблица 7г
Массовая доля примеси, %
Абсолютное допускаемое расхождение двух результатов параллельных определений, %
0,0010
0,0004
0,020
0,006
Допускаемое расхождение для промежуточных значений массовой доли примеси, не указанных в таблице, находят методом линейного интерполирования.
Если этот норматив удовлетворяется, вычисляют результат анализа - среднее арифметическое результатов двух параллельных определений.
4.3.1.4. Контроль правильности результатов - по п. 4.2.4.5.
4.3.2. Спектральный метод определения примесей вольфрама, молибдена и кобальта при массовой доле каждой примеси от 0,001 до 0,01 %
Метод основан на возбуждении дугой постоянного тока и фотографической регистрации спектров образцов сравнения и анализируемого материала, превращенного в оксиды прокаливанием, с. последующим определением массовой доли примесей по градуировочным графикам.
Относительное среднее квадратическое отклонение, характеризующее сходимость результатов параллельных определений каждой примеси, составляет 0,17 - при массовой доле примеси и 0,10 - при массовой доле примеси 0,005 - 0,010 %.
4.3.2.1. Аппаратура, материалы и реактивы
Спектрограф ДФС-13 с решеткой 600 штр/мм или аналогичный.
Источник постоянного тока ВАС-275-100 или аналогичный.
Микрофотометр МФ-2 или аналогичный.
Спектропроектор ДСП-2 или аналогичный.
Шкаф сушильный типа СНОД 3.5.3.5.3.5/3М или аналогичный.
Весы аналитические с погрешностью взвешивания не более 0,0002 г.
Весы торсионные ВТ-500 или аналогичные.
Печь муфельная с терморегулятором на температуру от 400 до 1000 °С.
Электроплитки с закрытой спиралью и покрытием, исключающим загрязнение определяемыми элементами.
Станок для заточки графитовых электродов.
Ступки и пестики из оргстекла.
Чашки платиновые по ГОСТ 6563-75.
Эксикаторы.
Фотопластинки формата 9´12 см спектральные тип II и ЭС или аналогичные, обеспечивающие в условиях анализа нормальные почернения аналитических линий и фона в спектре.
Нижние электроды типа «рюмка», выточенные из графитовых стержней ос. ч. 7 - 3 диаметром 6 мм, имеющие размеры, мм:
высота «рюмки»...................... 5
глубина кратера...................... 3
диаметр кратера...................... 4
диаметр шейки........................ 3,5
высота шейки.......................... 3,5
Верхние электроды - стержни диаметром 6 мм из графита ос. ч. 7 - 3, заточенные на цилиндр диаметром 4 мм.
Кислота соляная по ГОСТ 14261-77, ос. ч.
Ниобия пятиокись, ос. ч. 7 - 3, в спектре которой в условиях анализа отсутствуют аналитические линии определяемых примесей.
Вольфрама (VI) окись, ч. д. а.
Молибдена (IV) окись, ч. д. а.
Кобальта (II, III) окись по ГОСТ 4467-79.
Сурьмы (III) окись, х. ч.
Свинец хлористый.
Калий сернокислый, ос. ч. 6 - 4.
Спирт этиловый ректификованный по ГОСТ 18300-87.
Метол по ГОСТ 25664-83.
Гидрохинон по ГОСТ 5644-75.
Натрий сернистокислый (сульфит) по ГОСТ 195-77.
Калий бромистый по ГОСТ 4160-74, ч. д. а.
Натрий углекислый по ГОСТ 83-79, ч. д. а.
Натрия тиосульфат кристаллический по ГОСТ 244-76.
Калий сернистокислый пиро (метабисульфит).
Вода дистиллированная по ГОСТ 6709-72.
Посуда химическая термостойкая: стаканы вместимостью на 100, 500 и 1000 см3, воронки.
Проявитель, готовят следующим образом: 2 г метола, 52 г сульфита натрия, 10 г гидрохинона, 40 г углекислого натрия, 5 г бромистого калия растворяют в воде в указанной последовательности, доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Фиксаж, готовят следующим образом: 250 г тиосульфата натрия и 25 г метабисульфита калия растворяют в указанной последовательности в 750 - 800 см3 воды, доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Допускается применять проявитель и фиксаж, рекомендованные для применяемых фотопластинок.
Буферная смесь, готовят следующим образом: тщательно растирают в ступке 7,4900 г хлористого свинца, 2,5000 г сернокислого калия, 0,0100 г окиси сурьмы. Время истирания на виброистирателе 40 - 50 мин, вручную - 90 - 120 мин.
Основная смесь, представляющая собой механическую смесь оксидов ниобия и определяемых примесей с массовой долей каждой примеси 1 % в расчете на содержание металла в смеси металлов. Для приготовления смеси каждый препарат оксидов помещают в отдельную чашку, прокаливают в течение 90 мин в муфельной печи при температурах, указанных в табл. 7д, охлаждают в эксикаторе и берут навески, указанные в табл. 7д. Переносят в ступку сначала приблизительно 1/4 часть навески пятиокиси ниобия, затем полностью навески оксидов всех примесей и тщательно растирают смесь в ступке в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. Затем в ту же ступку переносят оставшуюся часть навески пятиокиси ниобия и опять тщательно растирают смесь в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, затем прокаливают при температуре (400 ± 20) °C в течение 60 мин и охлаждают в эксикаторе.
Промежуточную смесь и рабочие образцы сравнения (РОС1 - РОС4) готовят, смешивая указанные в табл. 7е навески пятиокиси ниобия, основной смеси, промежуточной смеси и рабочего образца сравнения РОС1. Перед взятием навесок пятиокись ниобия прокаливают 90 мин при (950 ± 20) °С, а ОС, ПС и РОС1 - при температуре (400 ± 20) °С в течение 60 мин; охлаждают в эксикаторе. Смешивают тщательным растиранием в ступке в течение 90 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, прокалива
Таблица 7д
Наименование препарата
Формула
Температура прокаливания перед взвешиванием, °С
Масса навески прокаленного препарата оксида, г
Коэффициент пересчета массы металла на массу оксида
Масса металла в навеске оксида, г
Массовая доля металла в смеси металлов, %
Пятиокись ниобия
Nb2O5
900 - 1000
13,8759
1,4305
9,7000
97
Трехокись вольфрама
WO3
650
0,1261
1,2611
0,1000
1
Трехокись молибдена
MoO3
450 - 500
0,1500
1,5003
0,1000
1
Окись кобальта
Со2О3
800
0,1407
1,4072
0,1000
1
14,2927
10,0000
100
находят значения lg(Iл/Iф), пользуясь таблицами по ГОСТ 13637-77. Используя значения lg C ( где С - массовая доля вольфрама по табл. 7е) и полученные по первой фотопластинке значения lg(Iл/Iф) для рабочих образцов сравнения РОС1 - РОС4, строят градуировочный график в координатах lgC, lg(Iл/Iф). Поэтому графику, используя полученные по той же фотопластинке значения lg(Iл/Iф) для пробы, определяют массовую долю вольфрама в пробе - первый из двух результатов параллельных определений. Результат второго параллельного определения вольфрама получают таким же образом по второй фотопластинке.
При определении молибдена и кобальта для каждого из трех спектров (пробы или образца сравнения), снятых на одной фотопластинке, находят значение DS = Sл - Scи вычисляют среднее арифметическое трех значений - значение
 . По полученным значениям DS для образцов сравнения строят градуировочный график в координатах lgC, DS, где С - массовая доля определяемого элемента в образцах сравнения согласно табл. 7. По этому графику, используя полученные по той же фотопластинке значения DS для пробы, определяют массовую долю определяемого элемента в пробе - первый из двух результатов параллельных определений. Результат второго параллельного определения получают таким же образом по второй фотопластинке.
. По полученным значениям DS для образцов сравнения строят градуировочный график в координатах lgC, DS, где С - массовая доля определяемого элемента в образцах сравнения согласно табл. 7. По этому графику, используя полученные по той же фотопластинке значения DS для пробы, определяют массовую долю определяемого элемента в пробе - первый из двух результатов параллельных определений. Результат второго параллельного определения получают таким же образом по второй фотопластинке.Таблица 7е
Обозначение образца
Массовая доля каждой из определяемых примесей, в расчете на содержание металла в смеси металлов, %
Масса навески, г
Суммарная масса смеси оксидов, содержащая 10 г металлов, г
прокаленного препарата пятиокиси ниобия
разбавляемого образца (в скобках приведено его обозначение)
ПС
0,100
12,8745
1,4293 (ПС)
14,3038
РОС1
0,010
12,8745
1,4301 (ПС)
14,3049
РОС2
0,004
13,7328
0,5722 (ПС)
14,3050
РОС3
0,002
14,0189
0,2861 (ПС)
14,3050
РОС4
0,001
12,8745
1,4305 (РОС1)
14,3050
Разность большего и меньшего результатов параллельных определений элемента с доверительной вероятностью Р = 0,95 не должна превышать допускаемого расхождения, приведенного в табл. 7ж и табл. 7з.
Если этот норматив удовлетворяется, вычисляют результат анализа - среднее арифметическое двух результатов параллельных определений.
Таблица 7ж
Массовая доля примеси, %
Абсолютное допускаемое расхождение двух результатов параллельных определений, %
0,0010
0,0005
0,0050
0,0014
0,0100
0,0028
Допускаемые расхождения для промежуточных значений массовой доли примеси, не указанных в таблице, находят методом линейной интерполяции.
4.3.2.4. Контроль правильности результатов - по п. 4.2.4.5.
4.3.3. Экстракционно-фотометрический метод определения тантала (от 0,02 до 0,10 %)
Метод основан на измерении оптической плотности толуольного экстракта фтортанталата бриллиантового зеленого.
4.3.3.1. Аппаратура, материалы и реактивы
Весы аналитические.
Таблица 7з
Определяемый элемент
Аналитическая линия, нм
Интервал определяемых значений массовой доли, %
Вольфрам
400,87
От 0,001 до 0,01
Молибден
319,40
» 0,001 » 0,004
320,88
» 0,001 » 0,01
Кобальт
340,51
» 0,001 » 0,004
345,35
» 0,001 » 0,01
Плитка электрическая лабораторная с закрытой спиралью мощностью 3 кВт.
Центрифуга лабораторная, марки ЦЛК-1 или аналогичная.
Колориметр фотоэлектрический концентрационный КФК-2 или аналогичный.
Пипетки 1-2-2; 2-2-5; 2-2-10; 2-2-20; 2-2-25; 2-2-50; 6-2-10 по ГОСТ 20292-74.
Цилиндры 1-500; 1-2000 по ГОСТ 1770-74.
Бюретки 6-2-5; 1-2-100 по ГОСТ 20292-74.
Колбы 2-100-2; 2-200-2; 2-500-2 по ГОСТ 1770-741
Стакан В-1-100 ТС по ГОСТ 25336-82.
Стакан фторопластовый с носиком вместимостью 100 см3.
Банка БН-0,5, по ГОСТ 17000-71.
Бидон БДЦ-5,0 по ГОСТ 17000-71.
Пробки из пластмассы по ГОСТ 1770-74.
Цилиндры из полиэтилена вместимостью 60 см3.
Пробирки центрифужные из полиэтилена вместимостью 10 см3.
Пипетки из полиэтилена вместимостью 10 см3.
Кислота серная по ГОСТ 4204-77, х. ч. раствор 5 моль/дм3 и 1,4 моль/дм3.
Кислота азотная по ГОСТ 4461-77, х. ч.
Кислота фтористоводородная по ГОСТ 10484-78, х. ч., раствор 7,5 моль/дм3.
Раствор для отмывки экстрактов с концентрациями серной кислоты 1,18 моль/дм3 и фтористоводородной кислоты 0,98 моль/дм3. Для приготовления 5 дм3 раствора в полиэтиленовый бидон помещают 245 см3 раствора фтористоводородной кислоты 20 моль/дм3, 1175 см3 раствора серной кислоты 5 моль/дм3, 3580 см3 дистиллированной воды и перемешивают в течение 30 - 40 с.
Бриллиантовый зеленый, ч., раствор 3 г/дм3, готовят растворением 3 г красителя в 1 дм3 воды на холоду в течение 1 ч при перемешивании с помощью электромеханической мешалки.
Толуол по ГОСТ 5789-78, ч. д. а.
Ацетон по ГОСТ 2603-79, ч. д. а.
Аммоний сернокислый по ГОСТ 3769-78, х. ч.
Порошок танталовый (высокой чистоты), с массовой долей тантала не менее 99,5 %.
Вода дистиллированная по ГОСТ 6709-72.
4.3.3.2. Подготовка к измерению
4.3.3.2.1. Приготовление основного раствора и рабочих растворов
Основной раствор пятиокиси тантала 0,200 г/дм3: навеску металлического порошка тантала 0,0819 г, взвешенную с погрешностью ± 0,0005 г, помещают во фторопластовый стакан, добавляют полиэтиленовой пипеткой 5,0 см3 концентрированной фтористоводородной кислоты, 0,5 см3 азотной кислоты, нагревают на плитке до полного растворения навески и упаривают до объема 1 - 2 см3. Раствор переводят в мерную колбу вместимостью 500 см3, в которую предварительно помещают 250 см3 дистиллированной воды, доводят до метки и перемешивают в течение 30 - 40 с. Приготовленный раствор хранят в полиэтиленовой посуде.
Рабочие растворы пятиокиси тантала 2,0 и 20,0 мкг/см3 отбирают пипеткой 2,0 и 20,0 см3 основного раствора в мерные колбы вместимостью 200 см3, добавляют 56,0 см3 раствора серной кислоты 5 моль/дм3, доводят водой до метки и перемешивают в течение 30 - 40 с.
4.3.3.2.2. Построение градуировочного графика
В полиэтиленовые ампулы помещают из бюретки 2,0; 4,0; 6,0; 8,0; 10,0 см3 рабочего раствора 2,0 мкг/см3 и 1,0; 2,0; 3,0; 4,0; 5,0 см3 рабочего раствора 20,0 мкг/см3. Доводят раствором серной кислоты концентрации 1,4 моль/дм3 (2,8 н) до 10,0 см3, добавляют полиэтиленовой пипеткой 1,5 см3 раствора фтористоводородной кислоты 7,5 моль/дм3, 25,0 см3 толуола, добавляют из бюретки 11,0 см3 раствора бриллиантового зеленого и встряхивают в течение 60 с на электромеханическом встряхивателе или вручную. После расслаивания фаз в течение 60 - 90 с 10 см3 экстракта помещают в центрифужную пробирку и центрифугируют в течение 3 мин со скоростью 3000 мин-1.
Оптическую плотность измеряют на КФК-2 в кюветах с толщиной слоя поглощения 5,0 мм в интервале 20 - 100 мкг пятиокиси тантала и 30,0 мм в интервале 4 - 20 мкг пятиокиси тантала при λmax = (590 ± 10) нм. В качестве раствора сравнения применяют толуол.
Одновременно через все стадии проводят два параллельных контрольных опыта. Оптическая плотность контрольного опыта не должна превышать 0,03 в кювете 30 мм и 0,005 - в кювете 5 мм. По полученным данным строят два градуировочных графика.
4.3.3.3. Проведение измерений
Пробу массой 0,1000 г, взвешенную с погрешностью не более 0,0005 г, помещают во фторопластовый стакан, добавляют полиэтиленовой пипеткой 10 см3 концентрированной фтористоводородной кислоты, затем пипеткой 2,0 см3 азотной кислоты и 8,0 см3 концентрированной серной кислоты, нагревают на плитке до начала выделения паров серной кислоты, затем продолжают нагрев еще 2 - 3 мин. Стаканы охлаждают до температуры (25 ± 5) °С, добавляют 3,0 г сульфата аммония, разбавляют водой до 10 см3 и переводят в мерную колбу вместимостью 100 см3, доводят водой до метки и перемешивают 30 - 40 с.
Аликвотную часть полученного раствора, содержащую 4 - 100 мкг пятиокиси тантала, помещают в полиэтиленовый цилиндр вместимостью 60 см3, доводят раствором серной кислоты концентрации 5 моль/дм3 до 10,0 см3, добавляют 1,5 см3 раствора фтористоводородной кислоты концентрации 7,5 моль/дм3 и оставляют на 8 - 10 мин. Далее добавляют пипеткой 25,0 см3 толуола, 11,0 см3 раствора бриллиантового зеленого и производят экстракцию, как описано в п. 4.3.3.2. После расслаивания фазы разделяют и экстракт в количестве 20 - 25 см3 отмывают. Добавляют 10,5 см3 раствора для отмывки (полиэтиленовой пипеткой), 10,0 см3 раствора бриллиантового зеленого из бюретки и встряхивают, как описано в п. 4.3.3.2. После расслаивания фазы разделяют и экстракт в количестве не менее 16,0 см3 вновь подвергают операции отмывки. После расслаивания фаз 10 см3 экстракта помещают в центрифужную пробирку и центрифугируют в течение 3 мин со скоростью 3000 об/мин.
Оптическую плотность экстракта измеряют на КФК-2, как описано в п. 4.3.3.2.2. В закрытых полиэтиленовых пробирках экстракты стабильны в течение 4 ч. Допускается проведение экстракции и отмывки экстрактов одновременно в шестнадцати пробирках. Массу пятиокиси тантала определяют по градуировочному графику.
4.3.3.4. Обработка результатов
Массовую долю тантала (X) в процентах вычисляют по формуле
где m - масса пятиокиси тантала, найденная по градуировочному графику, мкг;
m1- масса навески пробы, г;
a - аликвотная часть раствора, отбираемая для экстракции, см3;
V - объем мерной колбы, равный 100 см3;
1,221 - коэффициент пересчета.
За результат измерений принимают среднее арифметическое результатов двух параллельных определений.
Допускаемые расхождения результатов двух параллельных определений не должны превышать значений допускаемых расхождений, приведенных в табл. 7и.
4.3.3.5. Контроль правильности анализа
Контроль правильности анализа проводят методом добавок.
Суммарная массовая доля тантала в пробе с добавкой должна быть не меньше утроенного значения нижней границы определяемых массовых долей и не больше верхней границы определяемых массовых долей.
Таблица 7и
Массовая доля тантала, %
Допускаемые расхождения, %
0,02
0,01
0,05
0,01
0,10
0,02
Суммарное содержание тантала (Х1) в пробе с добавкой в процентах вычисляют по формуле
где Хан - массовая доля тантала в пробе, %;
m1- масса тантала, введенная с добавкой, мкг;
m2- масса навески пробы, г.
Анализ считают правильным (Р = 0,95), если разность большей и меньшей из двух величин Х1и результата анализа пробы с добавкой не превышает
где d1- допускаемое расхождение между результатами двух параллельных определений в пробе без добавки;
d2- допускаемое расхождение между результатами двух параллельных определений в пробе с добавкой.
4.3.1 - 4.3.3.5. (Введены дополнительно, Изм. № 1).
Источник: ГОСТ 26252-84: Порошок ниобиевый. Технические условия оригинал документа
Русско-английский словарь нормативно-технической терминологии > Спектральный метод определения никеля, алюминия, магния, марганца, кобальта, олова, меди и циркония в ниобии
-
9 подвесной потолок
потолок подвесной
Потолок, прикрепляемый к перекрытию на подвесках
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]
подвесной потолок
фальшпотолок
навесной потолок
Потолок, состоящий из съемных и взаимозаменяемых панелей, который создает область между декоративной поверхностью и структурой над ней.
(ISO/IEC 11801)
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]
Устройство подвесного потолка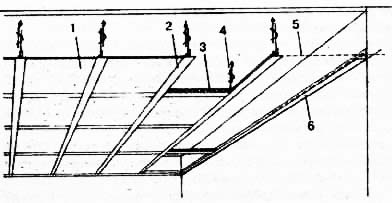
Устройство подвесных потолков: 1 — гипсоволоконные плиты; 2 — направляющие Т-профили; 3 — промежуточные Т-профили; 4 — подвески с регулируемыми пластинами; 5 — уровень чистого потолка; 6 — пристенный уголокМонтируя подвесной потолок, сначала производят сборку направляющих профилей. В комплект подвесного потолка входит два вида профилей ( пристенный уголок и Т-образный профиль), а также вертикальные подвески и регулировочные пружинные пластины.
Сначала потолок очищают от грязи, пыли и проводят разметку. С помощью гибкого уровня провешивают и отмечают линию горизонта чистого потолка. Отмечают на всех стенах по периметру потолка точки уровня, а затем соединяют все точки сплошной линией.
Далее проводят разбивку потолка. Так как стандартный размер гипсовых и гипсоволоконных плит 60x60 см, то разметку крепления направляющих профилей проводят на расстоянии 60 см друг от друга. Сначала на полу комнаты проводят черновую раскладку плит, чтобы определять количество плит, помещающихся по длине и ширине комнаты. Если количество плит оказывается целое, то разметку на потолке начинают, отступив от стены на расстояние 60 см. Если же количество плит — дробное, то для симметричного их размещения на потолке первые разметки от стен делают на расстоянии, равном половине остатка длины или ширины комнаты. Например: длина комнаты 500 см, делим на размер плитки 60 см и получаем 8 целых плиток (480 см) и 20 см остатка. Делим остаток пополам, полученные 10 см и есть расстояние, на которое необходимо отступить от стены (по длине комнаты) для разметки первого направляющего профиля. Отметив эту точку (вверху стен1>1 у потолка), отмечают такое же расстояние на противоположной стене. Между этими точками натягивают шнур и вдоль шнура на расстоянии 100 см друг от друга в поверхности потолка просверливают отверстия для креплений профиля. Отступив от первого ряда на 60 см, снова натягивают шнур и вдоль него просверливают отверстия под крепежные аксессуары. Таким образом, передвигая шнур на 60 см от предыдущего размеченного ряда, размечают и высверливают отверстия на всей поверхности потолка. Для крепления пристенных уголков также высверливают в намеченных местах над линией уровня чистого потолка.
Следующим шагом в устройстве потолка будет закрепление пристенного уголка. Длина уголка 360 см, он имеет два ребра, одно из которых содержит многочисленные отверстия для крепления, а второе ребро с наружной стороны покрыто (декорировано) эмалью или винилом. Уголок крепят к стене декорированной стороной вниз. Если длина стены больше длины уголка, то уголок наращивают путем стыковки с отрезком уголка необходимой длины. В углах комнаты профили сопрягают, обрезав декоративное ребро под углом 45°. Раскрой профилей производят ножовкой по металлу. Прикручивают уголок к стенам с помощью шурупов, строго следя за совпадением лицевой стороны уголка с линией уровня чистого потолка.
Далее необходимо подвесить направляющие Т-образные профили. В высверленные отверстия в потолке забивают пластмассовые или деревянные пробки и вкручивают в них крюкообразные дюбеля. Собирают вертикальные подвески, вставляя их по двое в пружинную (Н-образную) пластину, причем с одной стороны вставляют прут-подвеску с петлей, а с другой стороны — подвеску с крюком. Подвеску в сборе петлей набрасывают на крюк дюбеля. Сначала цепляют крайние в ряду подвески, на крюки подвесок цепляют Т-образный профиль лицевой стороной вниз и регулируют с помощью пружинной пластины, поднимая или опуская ее, уровень профиля совмещая с уровнем пристенных уголков — лицевые плоскости уголка и профиля должны совпадать. Если расстояние от стены до стены в направляющих радах больше длины профиля, то второй конец профиля регулируют по высоте с помощью гибкого уровня. Недостающий кусок профиля наращивают, соединив в торец имеющимися на концах профилей замками-защелками.
Отрегулировав уровень профиля на концах, на дюбеля в этом ряду цепляют остальные промежуточные подвески и на их крюки подвешивают весь направляющий профиль. При помощи гибкого уровня проверяют уровень профиля по всей длине, и провисшие места поднимают с помощью регулировки вертикальных подвесок. Таким же способом подвешивают остальные направляющие профили. После подвешивания всех рядов направляющих профилей и окончательной проверки уровня потолка можно приступать к самой облицовке потолка.
В комплект подвесного потолка входят, кроме направляющих, еще промежуточные вставки Т-образного профиля. Длина их 60 см, и предназначены они для поперечного прокладывания между облицовочными плитками в каждом ряду. Поэтому, приступая к облицовке, необходимо приготовить для двух пристенных рядов не только неполномерные плитки, но и в соответствии с шириной этих рядов нарезать прокладочные профили. Для раскроя профилей используют ножовку по металлу, а для нарезки плиток из гипсоволокна — острый нож. Если в длину ряда также не помещается целое количество плиток, то крайние плитки в рядах нарезают, рассчитав остаток в ряду и поделив пополам. Например: длина ряда 350 см делится на 60 см и остаток, равный 50 см, делится на два — 25 см, это ширина всех краевых плиток в каждом ряду.
Укладку плиток начинают с угла комнаты. Берут краевую плитку первого ряда (если краевые ряды и краевые плитки неполномерные, она должна быть по расчетам взятого для примера помещения 10x25 см) и укладывают в углу комнаты, опирая двумя сторонами на уголок и третьей стороной — на направляющий профиль. К четвертой стороне плитки приставляют промежуточный профиль, оперев на пристенный уголок и направляющий профиль.
Следующую плитку укладывают впритык к промежуточному профилю, оперев тремя сторонами на уголок, на промежуточный профиль и на направляющий. Таким образом заполняют весь ряд неполномерными плитками и прокладывают промежуточными неполномерными профилями.
Последняя плитка в ряду должна быть, как и первая, самая маленькая по размеру. Следующие ряды заполняются полномерными плитками и прокладочными профилями и только краевые плитки в рядах неполномерные. Первые плитки последующих рядов опираются одной стороной на пристенный уголок, двумя сторонами — на направляющие профили, а четвертой — на приставленный к плитке промежуточный профиль. Остальные плитки опираются противоположными сторонами на направляющие и промежуточные профили.
Последний ряд, как и первый, собирается из неполномерных плиток и укороченных по ширине ряда промежуточных профилей. Некоторую трудность составляет укладка последней плитки в последнем ряду. Потолочный массив в конце сборки имеет определенное напряжение, и плитки последнего ряда устанавливаются на место впритирку. Поэтому имеет смысл уменьшить их в размере на 2-3 мм по длине и ширине.
Для устройства в подвесном потолке системы электрического освещения используют осветительные щиты с вмонтированными в них приборами освещения. Размеры щитов 60x60 см. Устанавливаются они в подвесном потолке в намеченном месте вместо облицовочных плит таким же способом, как и сами плиты.
[ http://www.helpmaste.ru/artcl-ustrvo_podvesnuh_potolkov.html]
Пожалуй, самыми популярными сегодня считаются подвесные потолки. Они позволяют:
– скрыть коммуникации, смонтированные на потолке, оставив при этом доступ к электрической проводке, вентиляционному и тепловому оборудованию и пр.;
– встраивать разнообразные осветительные приборы;
– устанавливать системы пожаротушения и вентиляционные решетки;
– выравнивать разноуровневый потолок;
– создавать разноуровневый потолок при изначально плоском базовом потолке;
– улучшать акустику помещений.
В современном строительстве широко используются потолки из минераловатных или минераловолокнистых плит.
Плиточные подвесные потолки состоят из каркаса и плит из мягкого или твердого минерального волокна толщиной 1,5 см и размерами 600 х 600 или 610 х 610 мм. В каталоге фирмы «Armstrong» имеются также плиты 600 х 1200 и 625 х 1250 мм. Однако в наличии они бывают не всегда, и чаще всего их приходится заказывать.
Каркас представляет собой набор металлических реек, соединенных между собой в модульную решетку.
Конструкция подвесного потолка состоит из следующих компонентов:
– несущий каркас из металлических труб, уголков, швеллеров и пр.;
– заполнение (плиты, рейки, листы и пр.).
В качестве несомых элементов подвесного потолка или его заполнения используют гипсовые плиты или ДСП, плиты «Акмигран» и «Акминит», плиты из металлических листов, асбестоцементные листы и др. Для устройства акустических подвесных потолков применяют минераловатные плиты, перфорированные гипсовые и металлические плиты, двуслойные плиты с лицевым перфорированным слоем из минераловатной плиты и ДВП.
Подвесные потолки бывают двух видов:
– плиточные;
– реечные.
Плиточные, в свою очередь, подразделяются на влагостойкие и невлагостойкие. Первые чаще всего используются в ванных комнатах, туалетах и на кухнях. Невлагостойкие потолки в этих помещениях устраивать не рекомендуется, так как спустя какое-то время установленные плитки покоробятся и попросту выйдут из строя.
В этом отношении самыми удобными являются реечные потолки: дело в том, что подвесные реечные потолки изготовлены из алюминия, который не боится влаги.Плиточные подвесные потолки
На российском рынке имеется богатый выбор потолков данного типа. Они различаются не только по цене, но и по качеству и назначению, каждый подвесной потолок имеет свои особенности и отличия.
При покупке подвесного потолка особое внимание следует обратить на стыковку плит с каркасом. Дело в том, что продавцы довольно часто продают каркас одной фирмы-производителя, а плиты – другой. Смонтировать такой потолок очень трудно.
Если удастся это сделать, нет гарантии, что он прослужит долго: такой потолок очень быстро начнет деформироваться. Необходимо следить за тем, чтобы форма кромок плит соответствовала типу каркаса.
Самостоятельно смонтировать подвесной потолок можно только в помещениях небольшой площади. В другом случае, особенно если нет опыта подобной работы, лучше всего воспользоваться услугами профессиональных монтажников.
Подвесные каркасы делятся на 3 вида:
– видимый каркас;
– полускрытый каркас;
– скрытый каркас.
В России наибольшее распространение получили видимые и полускрытые каркасы, что обусловлено низкими ценами и простотой монтажа.
Сами подвесные потолки бывают плоскостные и криволинейные.
Последние удобно монтировать при составлении разноуровневых потолков.
В зависимости от материалов, из которых изготовлены потолочные системы, подвесные потолки делятся на следующие виды:
– потолки из минераловатных плит;
– потолки из минераловолокнистых плит;
– потолки из гипсовых плит;
– зеркальные потолки;
– металлические потолки;
– потолки с искусственным освещением.Общая характеристика потолков из минераловолокнистых плит
Минеральное волокно – экологически чистый материал, обеспечивающий отличную звукоизоляцию и тепло. Однако в помещениях с повышенной влажностью (например, кухнях и ванных комнатах) этот материал использовать не рекомендуется.
После покупки, в том случае, если потолок монтируется не сразу, плиты хранят в помещении с температурой 18–30 °C при относительной влажности 70 %. Однако плиты некоторых фирм-производителей можно устанавливать в помещениях с температурой до 40 °C и влажностью до 95 %.
Плиты чаще всего имеют белый цвет, но некоторые производители выпускают панели, окрашенные в различные цвета. Также плиты можно окрашивать латексными красками, однако при этом огнестойкость данного материала понижается.
Потолки из минераловолокнистых плит имеют различную структуру поверхности: гладкая обладает хорошим светоотражением в помещениях с непрямым освещением, фактурная обеспечивает хорошую звукоизоляцию благодаря незаметным микроотверстиям.Общая характеристика потолков из минераловатных плит
Минераловатные плиты представляют собой панели с высокими шумопоглощающими свойствами. Чаще всего эти плиты называют акустическими. Они обладают следующими свойствами:
– снижают общий уровень шума; коэффициент звукопоглощения варьируется от 75 до 90 %;
– отвечают российским стандартам пожарной безопасности;
– могут использоваться в помещениях с повышенной влажностью воздуха (до 95 %).
Существует около 1000 различных оттенков минераловатных плит. При правильной эксплуатации можно надолго сохранить первоначальный цвет таких потолков.Плиточные потолки из пенополистирола
Самым недорогим и практичным материалом для отделки потолка считается декоративная потолочная плитка из полистирола. С помощью обычных инструментов можно довольно быстро оклеить потолок. При работе с полистирольными плитами необходимо знать некоторые правила. Первое – выбор плиток при покупке. Полистирольные плитки подразделяются на 3 основные группы:
– прессованные (штампованные);
– инжекционные;
– экструдированные.
Прессованные плитки производятся из полос толщиной 6–7 мм, нарезанных из блоков пенополистирола строительного назначения.
Инжекционные получают в пресс-формах формовочно-литьевого автомата путем спекания пенополистирольного сырья. Толщина готовых плит 9–14 мм.
Экструдированные получают из экструдированной полистирольной полосы, окрашенной или покрытой пленкой способом прессования.
Второе правило – геометрически выверенные размеры плитки. Большие погрешности в плитке становятся заметными при отделке потолка.
Правильные размеры чаще всего имеет только инжекционная плитка благодаря технологии производства, в то время как прессованная и экструдированная плитка довольно часто характеризуются некоторыми неточностями в размерах.
Производители экструдированной и прессованной плитки продолжают совершенствовать геометрические размеры изделий и добиваются положительных результатов. Тем не менее при покупке обязательно следует проверять плитки.
Третье правило – просушивание пенополистирольных плиток до монтажа в сухом и теплом помещении в течение 3 дней в распакованном виде, иначе вследствие усадки на потолке между плитками могут появиться щели. В особенности это касается инжекционных плиток.
Четвертое правило – сажать плитки следует только на клей, который после сушки становится прозрачным.Инструменты и материалы для устройства подвесного потолка
Для монтажа подвесного потолка фирмы потребуются следующие инструменты:
– рулетка;
– ножницы по металлу;
– отбивной шнур;
– дрель;
– нож со сменными лезвиями для резки плиток;
– ножовка по металлу.
Инструменты для приклейки пенополистирольных плиток:
– гвозди 70–80 мм для монтажа деревянного каркаса под плиты;
– рулетка;
– отбивной шнур;
– молоток;
– нож со сменными лезвиями для резки плиток;
– ножовка по дереву;
– шпатель для нанесения клеевого состава на плитки.
Для наклеивания декоративных пенополистирольных плиток на любые впитывающие минеральные поверхности используют клей на основе ПВА с наполнителями. При высыхании такой клей имеет серо-белый или кремовый цвет. Поэтому в некоторых случаях необходимо брать другой клей – на основе ПВА, но без наполнителей: такой клей после сушки становится прозрачным. Предварительно деревянный каркас огрунтовывают водным раствором ПВА.
Пенополистирольные плитки отечественного производства «Акмигран» и «Акминит» в основном используют в жилых помещениях. Выпускаются такие плитки в виде квадратов размерами 300 х 300, 600 х 600 и 900 х 900 мм, толщиной 20 мм. Облегченная конструкция, правильная прямоугольная форма, ровная лицевая поверхность делают плитки «Акмигран» и «Акминит» очень удобными для облицовки потолков в домашних условиях.
Лицевая сторона плиток матовая, равномерно окрашенная, может быть гладкой, пористой и с различной фактурой (под пробку, джутовое плетение, рифленой, трещиноватой и т. д.).
Крепят данные плитки на черновой каркас. Для более удобного крепления на боковых гранях плиток имеются пазы и выступы.Облицовка потолка минеральными плитками «Акмигран» и «Акминит» и гипсовыми декоративными плитками
В облицовочных работах по отделке потолка различают два способа: устройство плиточных потолков каркасной конструкции и облицовка плитками потолков бескаркасной конструкции. Устройство плиточных потолков каркасной конструкции предполагает наличие горизонтальных направляющих с подвесками (выполняющими несущую функцию подвесного потолка), заделанными в перекрытия. Монтаж таких направляющих возможен лишь при возведении несущих конструкций здания. Поэтому самостоятельно в домашних условиях такой подвесной потолок устроить технически невозможно.
Произвести облицовку потолка бескаркасной конструкции сможет практически каждый. Облицовочные работы принято вести двумя способами: с устройством чернового каркаса и без него.Устройство плиточного потолка на черновом каркасе
Монтаж конструкции, как и в других случаях, подразделяется на несколько этапов:
– подготовка, разбивка и провешивание поверхности;
– подготовка материала;
– установка плиток.
Подготовка поверхности заключается лишь в ее очистке от пыли, это вызвано больше гигиеническими требованиями, а не технологическими. При подготовке плиток сортируют их по наличию пазов и выступов на боковых гранях, в прорези вставляют закладные крюки, соединенные крепежной скобкой (рис. 21).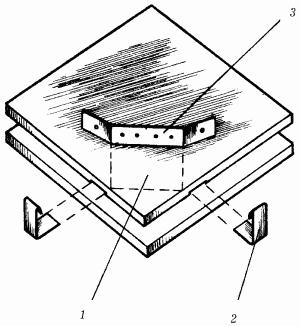
Рис. 21. Подготовка плиток для устройства потолка: 1 – облицовочная плитка; 2 – закладные крюки; 3 – крепежная скоба.Разбивку и провешивание поверхности начинают с определения чистого уровня потолка. Для этого гибким уровнем определяют и отмечают линии низа потолка (по ним будут установлены пристенные опорные уголки). Затем с помощью рулетки и угольника на полу помещения определяют продольную и поперечную оси и закрепляют их причальными шнурами; по одну сторону от оси раскладывают плитки, определяя таким образом количество плиток в ряду. Ряды, примыкающие к стенам, заполняют неполномерными плитками.
После этого приступают к сооружению и установке чернового каркаса: для этого в потолке по каждому предполагаемому ряду (с шагом в ряду 1 м) закрепляют стальные штыри так, как это показано на рисунке 22.
Рис. 22. Крепление чернового каркаса к потолку: 1 – отверстие в потолке; 2 – пластмассовая пробка; 3 – стальной штырь с резьбой.В потолке просверливают отверстия и забивают туда пластмассовые пробки от дюбелей или деревянные шпонки, в которые ввинчивают стальные штыри.
На стальных штырях закрепляют стальной пруток, выполняющий роль горизонтальной направляющей для крепления облицовочных плиток. По периметру стен по линиям низа потолка устанавливают опорные уголки. Черновой каркас для облицовки плитками потолка бескаркасной конструкции готов.
Следующий этап – непосредственно облицовка. Закрепив за опорные уголки на противоположных стенах причальный шнур для первого ряда (фиксирующий нижнюю плоскость потолка), от угла помещения начинают установку плит (рис. 23).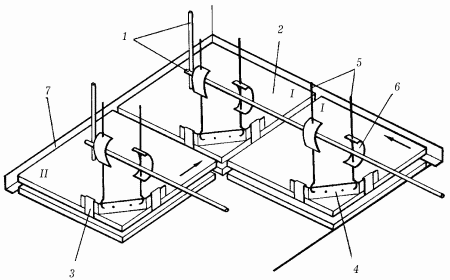
Рис. 23 Устройство плиточного потолка с использованием чернового каркаса: 1 – элементы чернового каркаса; 2 – облицовочные плитки; 3 – закладные крюки; 4 – крепежная скоба; 5 – вертикальная подвеска; 6 – согнутая (пружинная) пластина; 7 – пристенный опорный уголок.Первую плитку опирают двумя сторонами на уголки, а угол с установленными крепежными скобами с помощью вертикальной подвески и согнутой (пружинной) пластины крепят к горизонтальной направляющей чернового каркаса. Следующую плитку одной стороной опирают на пристенный опорный уголок, а выступ на ребре другой стороны совмещают с пазом уже установленной плитки. Свободный угол закрепляют (как и в первом случае) на горизонтальной направляющей чернового каркаса. И так далее до окончания ряда.
По ходу работы нужно следить за горизонтальностью плоскости подвесного потолка (для этого и нужен причальный шнур). Положение плиток, имеющих отклонение от горизонтали, регулируют смещением пружинной пластины по вертикальной подвеске.
Установка средних (не пристенных) плиток 2-го и последующих рядов отличается от установки плиток 1-го ряда тем, что 2 их стороны будут опираться не на пристенные уголки, а на пазы на ребрах ранее уложенных плиток.
По окончании облицовочных работ пристенные опорные уголки можно будет закрыть деревянным потолочным плинтусом.Устройство плиточного потолка без чернового каркаса
Подготовка поверхности потолка к укладке плиток и подготовка материала в данном случае полностью аналогичны предварительным работам при устройстве подвесного потолка с использованием чернового каркаса. Непосредственно облицовочные работы отличаются от способа облицовки с применением чернового каркаса весьма значительно.
Для начала по периметру помещения на стенах на уровне чистого потолка закрепляют опорные уголки. В потолке с шагом, равным длине плиток, просверливают отверстия, в которые забивают пластмассовые пробки от дюбелей либо деревянные шпонки. Затем с помощью дюбелей или шурупов ввинчивают в эти пробки или шпонки подвески для установки облицовочных плиток.
Работу начинают от угла помещения. Первую облицовочную плитку устанавливают следующим образом: 2 сторонами опирают на пристенные уголки, а свободный угол плитки надевают крепежной скобой на подвеску. Вторую плитку устанавливают одной стороной на опорный уголок, выступ другой стороны вставляют в паз уже установленной плитки, а свободный угол закрепляют на подвеску аналогично 1-й плитке. Дальнейшую облицовку производят по уже отработанной технологии (рис. 24).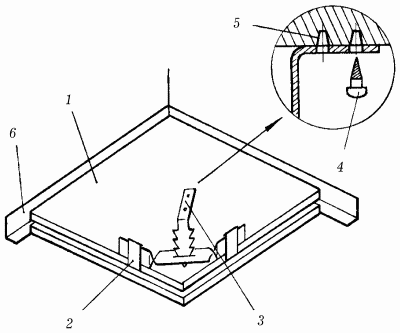
Рис. 24. Устройство плиточного потолка без применения чернового каркаса: 1 – облицовочные плитки; 2 – закладные крюки с крепежной скобой; 3 – подвеска; 4 – шуруп либо дюбель; 5 – пластмассовая пробка или деревянная шпонка; 6 – опорные уголки.Уход за плиточными потолками
Поскольку гипсовые материалы в достаточной степени обладают гигроскопичностью, то их не рекомендуется мыть. Пыль с таких поверхностей удаляют мягкой влажной ветошью, укрепленной на щетке с жесткой щетиной или на венике.
Облицовку в местах отслоения плиток ремонтируют, а треснувшие и сильно загрязненные плитки заменяют новыми (для этого следует оставлять запас материалов). В том случае, если при облицовке потолка были использованы минеральные плитки «Акмигран» и «Акминит», то уход за ними не допускает никакого контакта с водой, приемлема только сухая уборка с помощью пылесоса.Устройство реечных потолков
Реечный подвесной потолок (рис. 25) состоит из алюминиевых реек, загнутых по бокам. В основном в продаже бывают рейки длиной 3 и 4 м. В некоторых фирмах имеются специальные режущие станки, с помощью которых можно отрезать рейку любой длины. Ширина реек – 9, 10, 15, 20 см. Следует сказать, что чаще всего приобретают 10-сантиметровые рейки.
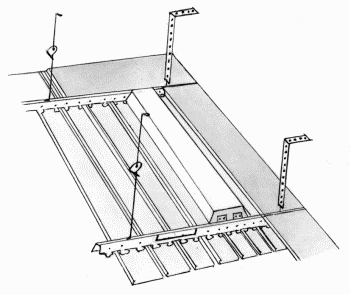
Рис. 25. Устройство реечного подвесного потолка.Другим важным параметром реек для подвесного потолка является их толщина. Чем толще рейка, тем надежнее будет потолок. Самая подходящая толщина для реек – 0,5 мм: этого будет достаточно для того, чтобы потолок не деформировался. Если рейки более тонкие, потолок может погнуться и на нем будут заметны вмятины.
Рейки для подвесных потолков бывают 3 типов:
– открытые;
– закрытые;
– со вставками.
Закрытые рейки (рис. 26) крепят встык, заводя друг за друга, в то время как между открытыми рейками остается небольшой зазор, который, однако, не заметен, если потолок высокий – около 5 м.
Рис. 26. Типы закрытых реек для подвесного потолка.Рейки со вставками (рис. 27) немного напоминают открытые, только расстояние между ними прикрывают узкие алюминиевые полоски.

Рис. 27. Рейки со вставками: а – изнаночная сторона; б – лицевая сторона.Рейки бывают самых разнообразных цветов, однако до сих пор самым популярным цветом остается белый.
При покупке потолка обращают внимание на то, чтобы рейки были упакованы в полиэтиленовую пленку, защищающую материал от царапин и повреждений во время транспортировки. Качественный товар продается именно так. Если потолок не упакован, имеет смысл отказаться от покупки. Все уважающие себя фирмы выпускают потолки на продажу только в полиэтиленовой упаковке.
Реечные потолки бывают открытыми и закрытыми. Основная особенность реечного потолка открытого типа состоит в наличии открытого пространства между декоративными панелями. Такие потолки, как правило, применяют в помещениях с высокими потолками. В обычных жилых помещениях такие потолки устанавливают очень редко, в основном из-за желания создать особое освещение: светильники на потолке должны быть развернуты таким образом, чтобы световой поток не попадал в межпотолочное пространство.
Существует 2 модификации реечных потолков открытого типа (рис. 28): 84 О и 84 О". В основном обе модели отличаются друг от друга шириной зазора между панелями: 6–16 см. Для моделирования таких элементов интерьера, как арки и переходы между разноуровневыми потолками в реечном потолке открытого типа используется стрингер AR.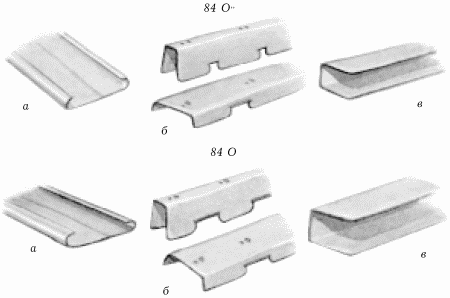
Рис. 28. Модели потолков открытого типа: а – потолочная панель; б – стрингер; в – закрывающий профиль.Основное отличие потолка закрытого типа от открытого заключается в отсутствии открытого пространства между декоративными панелями. Потолок закрытого типа полностью скрывает внешние коммуникации – противопожарные, электрическую проводку. Реечные закрытые потолки выпускаются следующих типов (рис. 29): 84R, 15 °C и 84R (V).
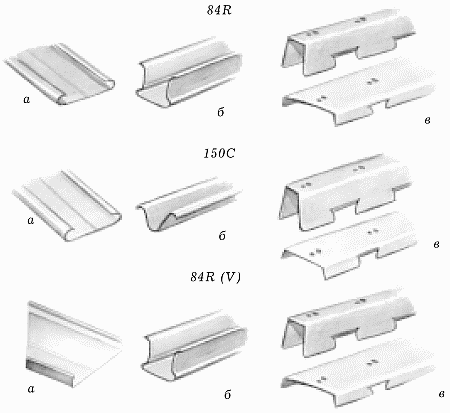
Рис. 29. Модели потолков закрытого типа: а – потолочная панель; б – стрингер; в – закрывающий профиль.
К модели 84R относится профиль шириной 84 мм, с промежуточным профилем п-образной формы, шириной 16 мм.
К модели потолка 84R (V) относят широкий профиль шириной 84 мм, промежуточный профиль v-образной формы, шириной 16 мм. Указанные выше типы подвесных реечных потолков различаются по дизайну, но совмещаются с помощью стрингера R (подвесной системы), одинакового для всех типов. Для моделирования арок, волн и переходов между различными по высоте уровнями в реечном потолке закрытого типа применяется радиусный стрингер AR. Комплект подвесного потолка закрытого типа 150C включает в себя профили шириной 150 мм, крепление которых на стрингер производится стык в стык.Монтаж подвесных реечных потолков
В комплект подвесного потолка входят:
– собственно рейки;
– шина (каркас);
– плинтус.
Также к комплекту прилагается и инструкция по монтажу.
Кроме реек, важной составной частью конструкции является шина, представляющая собой стальную или алюминиевую планку с зубчиками, за которые цепляют рейки. Для каждого типа реек требуется особая шина, чтобы на готовом покрытии не было перекосов, щелей и изгибов. Кроме того, рейки одной фирмы нельзя крепить на шину другой.
Шину с прикрепленными к ней рейками цепляют за подвес, который можно регулировать по высоте. Это очень важная деталь всей конструкции: потолок получил свое название потому, что висит на подвесе. Следует помнить о том, что подвесные реечные потолки занимают достаточно много места (5–11 см высоты), и применение их в квартире с низкими потолками нецелесообразно.
Плинтус – это декоративная деталь, закрывающая стык между стеной и потолком.
Установку реечного подвесного потолка можно осуществить самостоятельно. Особых умений не потребуется. Главное – действовать очень осторожно, придерживаясь инструкции.
В том случае, если требуется объединить потолком два помещения, находящихся на разных уровнях, приобретают изогнутый подвесной реечный потолок (рис. 30).
Рис. 30. Рейки для изогнутого подвесного потолка.Весь ассортимент реечных потолков условно можно разделить на 5 групп:
– металлик;
– матовый;
– глянцевый;
– зеркальный;
– фактурный.
Цветовая гамма реечных потолков представлена 27 оттенками, причем для каждого вида поверхности есть определенное количество оттенков. Так, например, для матового – 9, для глянцевого – 2, для металлика – 10, для зеркального – 4, для фактурного – 2.
Существуют следующие варианты сборки реечных потолков (рис. 31):
– геометрический узор;
– разноуровневый потолок;
– зеркальный;
– комбинированный (совмещение реечного потолка с другими видами отделки, например, гипсокартоном);
– зональное разделение комнат;
– оформление арок;
– моделирование волн.
[ http://stroy-zametki.narod.ru/2_31.html#1]Тематики
EN
DE
FR
Русско-английский словарь нормативно-технической терминологии > подвесной потолок
-
10 расходомер жидкости (газа)
расходомер жидкости (газа)
расходомер
Ндп. измеритель расхода жидкости (газа)
Измерительный прибор или совокупность приборов, предназначенных для измерения расхода жидкости (газа).
[ ГОСТ 15528-86]Расходомеры, служат для измерения объема (объемный расход) или массы (массовый расход) жидкостей, газов и паров, проходящих через заданное сечение трубопровода в единицу времени. Иногда расходомеры снабжают интеграторами, или счетчиками - устройствами для суммирования измеряемых объемов или масс контролируемых сред в течение заданного промежутка времени. Расходомеры разных типов рассчитаны на измерения в определенной области расходов (рис. 1).
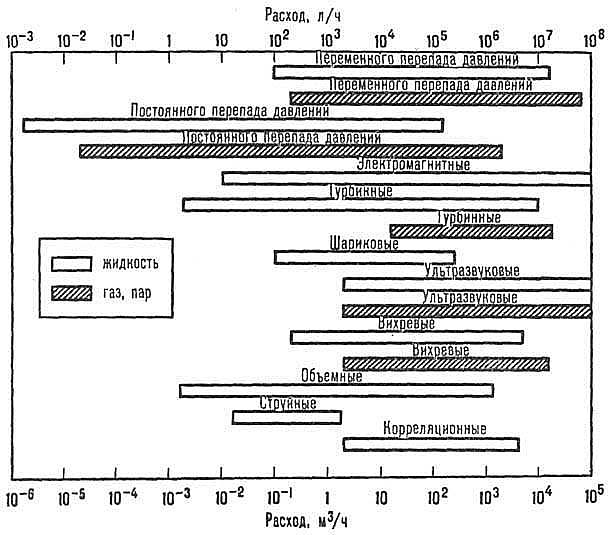
Рис. 1. Диапазоны измерений расходов жидкостей, газов и паров разными расходомерами.
Основные показатели, обусловливающие выбор расходомера: значение расхода; тип контролируемой среды, ее температура, давление, вязкость, плотность, электрическая проводимость, рН; перепад давлений на первичном измерительном преобразователе (датчике); диаметр трубопровода; диапазон (отношение максимального расхода к минимальному) и погрешность измерений. В зависимости от физ.-химических свойств измеряемой и окружающей сред в расходомеры используются различные методы измерений.
В данной статье рассматриваются наиболее важные типы расходомеры и счетчиков, применяемых в химических лабораториях, химических и смежных отраслях промышленности для высокоточных контроля и учета химических веществ при их производстве, выдаче и потреблении, а также в системах автоматизированного управления технологическими процессами.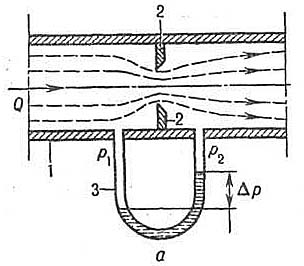
Расходомеры переменного перепада давлений (рис. 2, а). Действие их основано на зависимости перепада давлений на гидравлическом сопротивлении (диафрагмы, сопла и трубы Вентури, сопла Лаваля и др.), расположенном в потоке контролируемой среды, от ее расхода Q. Измерения разности давлений Dp = p1 - p2 осуществляются на прямолинейном участке трубопровода (длиной до 10 и не менее 5 диаметров соответственно до и после гидравлического сопротивления). Расходомеры данного типа особенно распространены благодаря следующим достоинствам: простоте конструкции и возможности измерений в широком диапазоне значений расхода и диаметров трубопроводов (от десятков до 3000 мм и более); возможности применения для различных по составу и агрессивности жидкостей и газов при температурах до 350-400 °С и давлениях до 100 МПа; возможности расчетным путем определять расход без натурной градуировки расходомеры в случае трубопроводов диаметрами 50-1000 мм. Недостатки: небольшой диапазон измерений из-за квадратичной зависимости между расходом и перепадом давлений (3:1); значительные потери давления на гидравлическом сопротивлении и связанные с этим дополнительные затраты энергии. Погрешность 1,5-2,5% от макс. расхода.

Расходомеры постоянного перепада давлений, или ротаметры ( рис. 2, б). В этих приборах измеряется прямо пропорциональная расходу величина перемещения поплавка h внутри конической трубки под воздействием движущегося снизу вверх потока контролируемой среды. Последний поднимает поплавок до тех пор, пока подъемная сила, возникающая благодаря наличию на нем перепада давлений, не уравновесится весом поплавка. Трубки ротаметров могут быть стеклянными (рассчитаны на давление до 2,5 МПа) и металлическими (до 70 МПа). Поплавки в зависимости от свойств жидкости или газа изготовляют из различных металлов либо пластмасс. Приборы работоспособны при температурах от — 80 до 400 °С, предпочтительны для трубопроводов диаметром до 150 мм, имеют равномерные шкалы, градуированные в единицах объемного расхода. Достоинства: возможность измерений расхода жидкостей и газов от весьма малых значений (0,002 л/ч по воде, 0,03 л/ч по воздуху) до высоких (150-200 и до 3000 м3/ч); широкий диапазон измерений (10:1); малые потери давления (до 0,015 МПа). Погрешность 0,5-2,5% от макс. расхода.
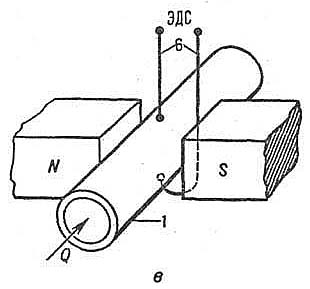
Электромагнитные расходомеры (рис. 2, в). Действие их основано на прямо пропорциональной зависимости расхода от эдс, индуцированной в потоке электропроводной жидкости (минимальная удельная электрическая проводимость 10-3-10-4 См/м), движущейся во внеш. магнитное поле, которое направлено перпендикулярно оси трубопровода. Эдс определяется с помощью двух электродов, вводимых в измеряемую среду диаметрально противоположно через электроизоляционное покрытие внутри поверхности трубопровода. Материалы покрытий - резины, фторопласты, эпоксидные компаунды, керамика и другие. Приборы позволяют измерять расход различных пульп, сиропов, агрессивных и радиоактивных жидкостей и т. д. при давлениях обычно до 2,5 МПа (иногда до 20 МПа); диаметр трубопроводов, как правило, 2-3000 мм. Во избежание поляризации электродов измерения проводят в переменном магнитном поле. Допустимые температуры контролируемой среды определяются термостойкостью электроизоляционных покрытий и могут достигать, как правило, 230 °С. При измерении расхода жидких металлов (например, Na, К и их эвтектик) указанные температуры обусловлены термостойкостью используемых конструкционных материалов, в первую очередь магнитов, создающих постоянное магнитное поле (исключает возникновение в металлах вихревых токов) и составляют 400-500 °С; в данном случае трубопроводы не имеют внутренней изоляции, а. электроды привариваются непосредственно к их наружным поверхностям. Достоинства: высокое быстродействие; широкий диапазон измерений (100:1); отсутствие потерь давления (приборы не имеют элементов, выступающих внутрь трубопровода); показания приборов не зависят от вязкости и плотности жидкостей. Погрешность 0,5-1,0% от измеряемой величины.
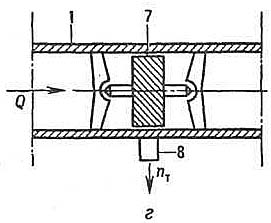
Тахометрические расходомеры В турбинных расходомерах (рис. 2, г) используется зависимость измеряемой тахометром частоты вращения турбинки, приводимой в движение потоком среды (нефтепродукты, растворы кислот и щелочей, нейтральные или агрессивные газы) от ее расхода. Турбинки могут размещаться аксиально либо тангенциально по отношению к направлению движения потока. Диаметр трубопроводов 4-4000 мм; вязкость среды 0,8-750 мм2/с; температура от -240 до 550 °С, давление до 70 МПа; диапазон измерений до 100:1; потери давления 0,05 МПа. Погрешность 0,5-1,5% от макс. расхода.
В шариковых расходомерах контролируемая жидкая среда закручивается с помощью неподвижного винтового направляющего аппарата и увлекает за собой металлический шарик, заставляя его вращаться внутри трубопровода (перемещению вдоль оси препятствуют ограничит. кольца). Мера расхода - частота вращения шарика, измеряемая, например, тахометром. Диаметр трубопроводов 5-150 мм; температура среды от -30 до 250 °С, давление до 6,4 МПа; диапазон измерений 10:1; потери давления до 0,05 МПа. В этих приборах в отличие от турбинных отсутствуют опорные подшипники, что позволяет измерять расход жидкостей с механическими включениями и увеличивает ресурс работы. Погрешность не более 1,5% от максимального расхода.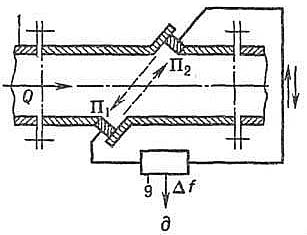
Ультразвуковые расходомеры (рис. 2, д). В основу их работы положено использование разницы во времени прохождения ультразвуковых колебаний (более 20 кГц) в направлении потока контролируемой среды и против него. Электронное устройство формирует электрический импульс, поступающий на пьезоэлемент П1, который излучает электромеханические колебания в движущуюся среду. Эти колебания воспринимаются через некоторое время пьезоэлементом П2, преобразуются им в электрический импульс, попадающий в электронное устройство и снова направляемый им на пьезоэлемент П1 и т.д. Контур П1-П2 характеризуется частотой f1 повторений импульсов, прямо пропорциональной расстоянию между пьезоэлементами и обратно пропорциональной разности между скоростью распространения звука в контролируемой среде и скоростью самой среды. Аналогично электронное устройство подает импульсы в обратном направлении, то есть от пьезоэлемента П2 к пьезоэлементу П1. Контур П2-П1 характеризуется частотой f2 повторений импульсов, прямо пропорциональной расстоянию между пьезоэлементами и обратно пропорциональной сумме скоростей распространения звука в среде и самой среды. Далее электронное устройство определяет разность Df указанных частот, которая пропорциональна скорости (расходу) среды.
Эти приборы не вызывают потерь давления, обладают высоким быстродействием и обеспечивают измерение пульсирующих расходов (частота 5-10 кГц) любых не содержащих газовых включений жидкостей (в т. ч. вязких и агрессивных), а также газов и паров. Диаметр трубопроводов 10-3000 мм и более; температура среды от —40 до 200°С (реже-от —250 до 250 °C), давление до 4 МПа; диапазон измерений 100:1. Погрешность 1,0-2,5% от макс. расхода.
Вихревые расходомеры (рис. 2, е). Действие их основано на зависимости между расходом и частотой возникновения вихрей за твердым телом (например, металлическим прямоугольным стержнем), которое расположено в потоке жидкости или газа. Образованию вихрей способствует поочередное изменение давления па гранях этого тела. Диапазон частот образования вихрей определяется размером и конфигурацией тела и диаметром трубопроводов (25-300 мм). Температура среды обычно от - 50 до 400 °С, реже от -270 до 450 °С; давление до 4 МПа, иногда до -6,3 МПа; диапазон измерений: для жидкостей 12:1, для газов 40:1. Градуировка приборов не зависит от плотности и вязкости контролируемой среды, а также от ее температуры и давления. Погрешность 0,5-1,0% от измеряемой величины при числах Рейнольдса Re > 30000; при Re < 10000 определение расхода практически невозможно из-за отсутствия вихрей.
Объемные расходомеры (рис. 2,ж). В качестве измерителей объема служат счетчики с цилиндрическими или овальными шестернями, поршневые, с плавающей шайбой, лопастные, винтовые и другие. Они снабжены устройствами выдачи сигналов, пропорциональных объемному расходу вещества. Эти приборы пропускают определенный объем жидкости за один цикл хода чувствительного элемента. Мера расхода - число таких циклов. Диаметр трубопроводов 15-300 мм; температура среды до 150°С, давление до 10 МПа; диапазон измерений до 20:1. Основное достоинство - стабильность показаний. Недостатки: необходимость установки фильтров, задерживающих твердые частицы (чувствительный элемент при их проникновении может выйти из строя); износ движущихся деталей, приводящий к увеличению погрешности показаний, которая обычно составляет 0,5-1,0 от измеряемой величины.

Струйные расходомеры (рис. 2,з). В них используется принцип действия генератора автоколебаний. В приборе часть струи потока жидкости или газа ответвляется и через так называемый канал обратной связи а поступает на вход устройства, создавая поперечное давление на струю. Последняя перебрасывается к противоположной стенке трубопровода, где от нее снова ответвляется часть потока, подаваемая через канал б на вход прибора; в результате струя переходит в первоначальное положение и т. д. Такой переброс происходит с частотой, пропорциональной расходу контролируемой среды, и сопровождается изменением давления в каналах а и б, что позволяет датчику давления воспринимать автоколебания. Диаметр трубопроводов 2-25 мм; температура среды от —263 до 500 °С, давление до 4 МПа; диапазон измерений 10:1. Основное достоинство - отсутствие подвижных элементов. Погрешность-1,5% от макс. расхода.
Корреляционные расходомеры (рис. 2, и). В этих приборах с помощью сложных ультразвуковых и иных устройств осуществляется запоминание в заданном сечении трубопровода (I) характерного "образа" потока контролируемой среды и его последнее распознавание в другом сечении (II), расположенном на определенном расстоянии от первого. Мера расхода - время прохождения "образом" потока участка трубопровода между сечениями. Диаметр трубопроводов 15-900 мм; температура среды до 100-150°С, давление до 20 МПа; диапазон измерений 10:1. Достоинства: независимость показаний от изменений плотности, вязкости, электропроводности и других параметров жидкости; отсутствие потерь давления. Погрешность 1 % от измеряемой величины.
[ http://www.chemport.ru/data/chemipedia/article_3233.html]
Недопустимые, нерекомендуемые
Тематики
Синонимы
EN
DE
FR
14. Расходомер жидкости (газа)
Расходомер
Ндп. Измеритель расхода жидкости (газа)
D. Durchflußmeßgerät
E. Flowmeter
F. Débitmètre
Измерительный прибор или совокупность приборов, предназначенных для измерения расхода жидкости (газа)
Источник: ГОСТ 15528-86: Средства измерений расхода, объема или массы протекающих жидкости и газа. Термины и определения оригинал документа
Русско-английский словарь нормативно-технической терминологии > расходомер жидкости (газа)
-
11 окись кальция
окись кальция
Регулятор кислотности пищевого продукта, получаемый обжигом извести в печах при температурах от 900 °С до 1200 °С, содержащий основного вещества СаО не менее 95,0 % по остатку от сжигания, фторидов - не более 50 мг/кг, бария - не более 300 мг/кг, свинца - не более 10,0 мг/кг, представляющий собой твердый серовато-белый гигроскопичный порошок без запаха.
[ ГОСТ Р 53045-2008]Тематики
Обобщающие термины
EN
Русско-английский словарь нормативно-технической терминологии > окись кальция
-
12 углеродное волокно (металлургия)
углеродное волокно
Волокно, состоящее в основном из углерода. У. в. обычно получают термич. обработкой хим. или природных органич. волокон. Темп-pa обработки может быть < 900 °С (такое у. в. содержит 85-90 % С), 900-1500 °С (95-99 % С) или 1500-3000 °С (> 99 % С). Помимо обычных органич. волокон (чаще всего вискозных и полиакрилонитрильных) для получения у. в. могут быть использованы спец. волокна из фенольных смол. лигнина, каменноугольных и нефтяных пеков. Теплостойкость у. в. исключит. высока: при тепловом воздействии вплоть до 1600—2000 °С в отсутствие кислорода механич. показатели волокна не изменяются.
У. в. применяют в кач-ве тепловых экранов и теплоизоляц. материала (жгуты, ленты, войлок, ткани) в высокотемп-рной технике. На основе у.в. изготовляют армированные пластики, отличающ. высокой абляционной стойкостью. Разработаны композиц. материалы на основе у. в. и керамич. связующих, у. в. и углеродной матрицы, а тж. у. в. и металлов, способные выдерживать более жесткие темп-рные воздействия, чем обычные пластики. У. в. применяют для фильтрации агрессивных сред, очистки газов, изготовления защитных костюмов и др.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > углеродное волокно (металлургия)
-
13 подводная гора
2) Ecology: seamount sealing3) Marine science: sea mount (возвышающаяся над ложем океана более чем на 900 м)4) General subject: underwater mount -
14 скорбь
Понятие, отражающее процесс восстановления психического равновесия после утраты значимого объекта любви. Хотя это понятие применимо прежде всего к ситуациям, связанным со смертью любимого человека (невосполнимая утрата), скорбь является нормальной реакцией на любую значимую потерю. Душевная боль скорбящего человека сопровождается, как правило, потерей интереса к внешнему миру, охваченностью воспоминаниями о любимом объекте и снижением способности к новым эмоциональным привязанностям. Простое, неосложненное чувство скорби не является патологическим и не требует лечебного вмешательства. С течением времени индивид адаптируется к утрате и возобновляет общение, приносящее радость и удовольствие.Хотя оценка реальности остается сохранной и подкрепляет понимание того, что любимый объект более не существует, движимое изнутри чувство скорби не дает сразу и полностью отторгнуть привязанность к этому объекту. Скорбящий вновь и вновь пытается отрицать реальное и возвращается к психическое образу утраченного объекта. Тем самым утрата объекта трансформируется в утрату Я. Постепенно, однако, проходя стадии развития процесса скорби, Я исцеляется, и психическое равновесие восстанавливается. "Работа" скорби состоит из трех последовательных взаимосвязанных фаз. При этом успешное завершение предыдущей фазы влияет на осуществление последующей: 1) принятие, понимание и совладание с фактом утраты и сопровождающих его обстоятельств; 2) собственно скорбь, характеризующаяся отходом от привязанности и идентификации с утраченным объектом (декатексис); 3) возобновление эмоциональной жизни в соответствии с уровнем собственной зрелости и, как правило, установление новых взаимоотношений (рекатексис). Способность к полному переживанию печали в любом возрасте зависит от таких внутренних и внешних факторов, как уровень эмоциональной зрелости, умение переносить душевную боль, устойчивость самооценки, степень зависимости от утраченного объекта, а также от особенностей ситуации утраты. В детском возрасте исход процесса переживания скорби зависит от таких факторов развития, как уровень постоянства Самости и объекта, способности воспринимать конкретные аспекты смерти, умения переносить болезненные аффекты и от поддерживающих взаимоотношений с родителями.Термин скорбь может применяться по отношению к процессам, не обязательно связанным с утратой в виде смерти близких. Печаль и скорбь, например, могут возникнуть вследствие утраты идеалов либо свободы любимой страны; скорбь возможна и по поводу утраты какой-либо части тела (вследствие вынужденного оперативного вмешательства или несчастного случая). Утрата неодушевленных, но значимых объектов (дом и т.п.), индивидуально значимые ситуации (работа, развод, разрыв дружеских отношений, отделение детей, окончание анализа) могут также сопровождаться чувством печали.Хотя Фрейд различал нормальное чувство скорби и депрессию, большинством психоаналитиков столь строгая дифференциация не признается. Некоторые формы депрессии связаны с биологическими, этиологическими факторами и лишь в незначительной степени с утратой того или иного объекта.\Лит.: [122, 160, 294, 324, 690, 850, 900] -
15 алюмохромирование
алюмохромирование
хромо-алитирование
ХТО с одноврем. насыщением поверхностного слоя сталей, Ni-Cr-, Cu-, Ni- сплавов и сплавов на основе тугоплавких металлов применяют преимущ. для повышения окалино- и эрозионной стойкости изделий; как правило, из газ. среды в порошковой смеси Сг- и Аl при нагреве до 900—1100 °С в стандартных камерных, шахтных и вакуумных печах периодич. действия. Одноврем. насыщение стали Сг и Аl происходит в алюминотермической смеси при Сг2О3: Аl = (75+60): (25+40). При содержании в смеси >40 % Аl формируется преимущ. алитиров. слой. Оптим. соотношения Сг203: Аl в смеси для ХТО других сплавов будут иными.
Коррозионная стойкость а.-х. углеродистых сталей в водных р-рах кислот (H2SO4, HNO3, НСl и др.) повышается в 5—10 раз и более. А.-х. значительно увеличивает жаростойкость углеродистых и легир. сталей при 800—1000 °С.
[ http://metaltrade.ru/abc/a.htm]Тематики
Синонимы
EN
Русско-английский словарь нормативно-технической терминологии > алюмохромирование
-
16 американский сортамент проводов
американский сортамент проводов
Американская система классификации кабелей, в которой чем больше условный номер изделия, тем меньше диаметр проводника. В телекоммуникационных сетях, как правило, используются провода калибров 22AWG, 24AWG и 26AWG (табл. А-4).
[Л.М. Невдяев. Телекоммуникационные технологии. Англо-русский толковый словарь-справочник. Под редакцией Ю.М. Горностаева. Москва, 2002]
калибр проводника AWG
-
[Интент]Калибр провода
AWG и МСМСечение, мм2
Число проводов х диаметр 1го провода в мм
38
0,009
7х0, 040
36
0,014
7х0, 051
34
0,022
7х0, 064
32
0,034/ 0,035
7х0,080/ 19х0,051
30
0,057/ 0,059
7х0,102/ 19х0,064
28
0,089/ 0,09
7х0,127/ 19х0,080
26
0,141/ 0,155
7х0,160/ 19х0,102
24
0,227/ 0,241
7х0,203/ 19х0,127
22
0,355/ 0,382/ 0,5
7х0,254/ 19х0,160/ 16х0,2
20
0,563/ 0,616/ 0,75
7х0,320/ 19х0,203/ 24х0,2
18
0,897/ 0,963/ 1
7х0,404/ 19х0,254/ 32х0,20
16
1,229/ 1,5
19х0,287/ 30х0,25
14
1,941/ 2,5
19х0,361/ 50х0,25
12
3,085/ 4
19х0,455/ 56х0,30
10
5,26/ 6
19х0,60/ 84х0,30
8
8,35/ 10
19х0,75/ 80х0,40
6
13,29/ 16
19х0,96/ 128х0,4
4
21,14/ 25
19х1,19/ 200х0,40
2
33,61/ 35
19х1,50/ 280х0,40
1
42,38/ 50
19х1,686/ 400х0,40
1/0
53,47
19х1,89
2/0
67,4
19х2,126
2/0
70
356х0,50
3/0
95
727х0,39
4/0
107,17
19х2,68
37х2,09
37х2,29
177,3
37х2,47
202,7
37х2,64
253,4
37х2,95
61х2,52
61х2,62
354,7
61х2,72
31х2,82
405,4
61х2,91
61х3,09
506,7
61х3,25
В этой системе меньшему числовому значению соответствует более толстый провод. Такое «перевёрнутое» обозначение диаметра сложилось исторически: проволоку изготавливают волочением, и номер (калибр) обозначает количество последовательных протягиваний через всё уменьшающиеся отверстия в волоке до получения нужного диаметра. Так, для получения проволоки AWG 24 диаметром около 0,5 мм заготовка AWG 0 диаметром свыше 8 мм протягивалась 24 раза. В калибрах AWG довольно часто обозначают не только размеры (диаметр, сечение) проводов, но и размеры прутков, стержней, трубок.
[Википедия]
Американский стандарт на калибры проводов (American Wire Gauge)
Одножильные нелуженые медные провода Обозначение в стандарте AWG Номинальный диаметр Площадь сечения
мм X ммПогонный вес Погонное сопротивление мм дюймы грамм на метр фунтов на 1000 футов Ом на метр Ом на 1000 футов 10
2.600
0.1024
5.309
46.77
31.43
0.0033
0.999
11
2.300
0.0906
4.155
37.09
24.92
0.0041
1.260
12
2.050
0.0807
3.301
29.42
19.77
0.0052
1.588
13
1.830
0.0720
2.630
23.33
15.68
0.0066
2.003
14
1.630
0.0642
2.087
18.50
12.43
0.0083
2.525
15
1.450
0.0571
1.651
14.67
9.858
0.0104
3.184
16
1.290
0.0508
1.307
11.63
7.818
0.0132
4.016
17
1.150
0.0453
1.039
9.23
6.200
0.0166
5.064
18
1.020
0.0402
0.817
7.32
4.917
0.0209
6.385
19
0.912
0.0359
0.653
5.80
3.899
0.026
8.051
20
0.813
0.0320
0.519
4.60
3.092
0.033
10.15
21
0.724
0.0285
0.412
3.65
2.452
0.042
12.80
22
0.643
0.0253
0.325
2.89
1.945
0.053
16.14
23
0.574
0.0226
0.259
2.29
1.542
0.067
20.36
24
0.511
0.0201
0.205
1.82
1.223
0.084
25.67
25
0.455
0.0179
0.163
1.44
0.9699
0.106
32.37
26
0.404
0.0159
0.128
1.14
0.7692
0.134
40.81
27
0.361
0.0142
0.102
0.908
0.6100
0.169
51.47
28
0.320
0.0126
0.080
0.720
0.4837
0.213
64.90
29
0.287
0.0113
0.065
0.571
0.3836
0.268
81.83
30
0.254
0.0100
0.051
0.453
0.3042
0.339
103.2
31
0.226
0.0089
0.040
0.359
0.2413
0.427
130.1
32
0.203
0.0080
0.032
0.285
0.1913
0.538
164.1
33
0.180
0.0071
0.025
0.226
0.1517
0.679
206.9
34
0.160
0.0063
0.020
0.179
0.1203
0.856
260.9
35
0.142
0.0056
0.016
0.142
0.09542
1.086
331.0
36
0.127
0.0050
0.013
0.113
0.07568
1.361
414.8
37
0.114
0.0045
0.010
0.091
0.06130
1.680
512.1
38
0.102
0.0040
0.008
0.071
0.04759
2.128
648.6
39
0.089
0.0035
0.006
0.056
0.03774
2.781
847.8
40
0.079
0.0031
0.005
0.045
0.02993
3.543
1080.0
Обозначение в стандарте AWG мм дюймы Площадь сечения
мм X ммграмм на метр фунтов на 1000 футов Ом на метр Ом на 1000 футов Номинальный диаметр Погонный вес Погонное сопротивление Многожильные луженые медные провода
Обозн.
в стандарте AWGКоличество жил/толщина одной в AWG Приведенный диаметр Площадь сечения
мм X ммМинимальный вес Погонное сопротивление мм дюймы грамм на метр фунтов на 1000 футов Ом на метр Ом на 1000 футов 36
7/44
0.153
0.0060
0.014
0.11
0.076
1.3609
141.80
34
7/42
0.191
0.0075
0.022
0.18
0.121
0.8560
260.90
32
7/40
0.203
0.0080
0.034
0.29
0.195
0.5384
164.10
32
19/44
0.229
0.0090
0.039
0.29
0.195
0.5384
164.10
30
7/38
0.305
0.0120
0.056
0.45
0.304
0.3674
112.00
30
19/42
0.305
0.0120
0.060
0.45
0.304
0.3674
112.00
28
7/36
0.381
0.0150
0.071
0.72
0.484
0.2320
70.70
28
19/40
0.406
0.0160
0.093
0.72
0.484
0.2320
70.70
27
7/35
0.457
0.0180
0.111
0.91
0.614
0.1824
55.60
26
7/34
0.483
0.0190
0.140
1.15
0.770
0.146
44.40
26
10/36
0.553
0.0218
0.127
1.15
0.770
0.146
44.40
26
19/38
0.508
0.0200
0.153
1.15
0.770
0.146
44.40
24
7/32
0.610
0.0240
0.226
1.83
1.229
0.091
27.70
24
10/34
0.584
0.0230
0.200
1.83
1.229
0.091
27.70
24
19/36
0.610
0.0240
0.239
1.83
1.229
0.091
27.70
24
42/40
0.584
0.0230
0.201
1.83
1.229
0.091
27.70
22
72/30
0.762
0.0300
0.352
2.90
1.947
0.057
17.50
22
19/34
0.787
0.0310
0.380
2.90
1.947
0.057
17.50
22
26/36
0.762
0.0300
0.327
2.90
1.947
0.057
17.50
20
7/28
0.890
0.0350
0.504
4.62
3.103
0.036
10.90
20
10/30
0.890
0.0350
0.504
4.62
3.103
0.036
10.90
20
19/32
0.940
0.0370
0.612
4.62
3.103
0.036
10.90
20
26/34
0.914
0.0360
0.520
4.62
3.103
0.036
10.90
20
42/36
0.914
0.0360
0.533
4.62
3.103
0.036
10.90
18
7/26
1.220
0.0480
0.891
7.34
4.93
0.023
6.92
18
16/30
1.200
0.0472
0.808
7.34
4.93
0.023
6.92
18
19/30
1.240
0.0488
0.957
7.34
4.93
0.023
6.92
18
42/34
1.200
0.0472
0.819
7.34
4.93
0.023
6.92
18
65/36
1.200
0.0472
0.845
7.34
4.93
0.023
6.92
16
7/24
1.520
0.0598
1.420
11.68
7.85
0.014
4.35
16
19/29
1.470
0.0579
1.216
11.68
7.85
0.014
4.35
16
26/30
1.500
0.0591
1.310
11.68
7.85
0.014
4.35
16
65/34
1.500
0.0591
1.300
11.68
7.85
0.014
4.35
16
105/36
1.500
0.0591
1.365
11.68
7.85
0.014
4.35
14
7/22
1.850
0.0728
2.260
18.60
12.5
0.009
2.73
14
19/26
1.850
0.0728
1.930
18.60
12.5
0.009
2.73
14
42/30
1.850
0.0728
2.060
18.60
12.5
0.009
2.73
14
105/34
1.850
0.0728
2.100
18.60
12.5
0.009
2.73
12
7/20
2.440
0.0961
3.610
29.56
19.9
0.0056
1.71
12
19/25
2.360
0.0929
3.070
29.56
19.9
0.0056
1.71
12
65/30
2.410
0.0949
3.270
29.56
19.9
0.0056
1.71
12
165/34
2.410
0.0949
3.300
47.00
31.6
0.0056
1.71
10
37/26
2.920
0.1150
4.710
47.00
31.6
0.0035
1.08
10
65/28
2.950
0.1161
5.230
47.00
31.6
0.0035
1.08
10
105/30
2.950
0.1161
5.355
47.00
31.6
0.0035
1.08
8
49/25
3.734
0.1470
8.007
70.73
47.5
0.0022
0.67
8
133/29
3.734
0.1470
8.662
76.52
51.4
0.0020
0.61
8
655/36
3.734
0.1470
8.479
73.78
49.6
0.0020
0.62
6
133/27
4.674
0.1840
13.675
120.75
81.1
0.0015
0.47
6
259/30
4.674
0.1840
13.209
116.60
78.4
0.0013
0.40
6
1050/36
4.674
0.1840
13.388
118.26
79.5
0.0013
0.39
4
133/25
5.898
0.2322
21.733
191.99
129.0
0.0008
0.24
4
259/26
5.898
0.2322
26.629
235.16
158.0
0.0007
0.20
4
1666/36
5.898
0.2322
21.242
187.66
126.1
0.0008
0.25
2
1333/23
7.417
0.2920
34.648
306.00
205.6
0.00049
0.15
2
259/26
7.417
0.2920
33.392
294.87
198.1
0.00052
0.16
2
665/30
7.417
0.2920
33.915
229.36
201.2
0.00052
0.16
2
2646/36
7.417
0.2920
33.737
298.05
200.3
0.00052
0.16
1
163.195.0
8.331
0.3280
43.418
383.35
257.6
0.00039
0.12
1
172.508.0
8.331
0.3280
42.322
373.83
251.2
0.00043
0.13
1
817/30
8.331
0.3280
41.667
367.73
247.1
0.00043
0.13
1
2109/34
8.331
0.3280
42.690
376.94
253.3
0.00039
0.12
1/0
133/21
9.347
0.3680
55.098
486.71
327.1
0.00031
0.10
1/0
259/24
9.347
0.3680
53.364
471.39
316.8
0.00032
0.10
2/0
133/20
10.516
0.4140
69.458
613.38
412.2
0.00025
0.08
2/0
259/23
10.516
0.4140
67.472
595.88
400.4
0.00025
0.08
3/0
259/22
11.786
0.4640
83.230
746.62
501.7
0.00020
0.06
3/0
427/24
11.786
0.4640
87.979
777.12
522.2
0.00019
0.06
4/0
259/21
13.259
0.5220
107.297
950.76
638.9
0.00016
0.05
4/0
427/23
13.259
0.5220
111.237
982.21
660.0
0.00015
0.05
Обозн.
в стандарте AWGКоличество жил/толщина одной в AWG мм дюймы Площадь сечения
мм X ммграмм на метр фунтов на 1000 футов Ом на метр Ом на 1000 футов Приведенный диаметр Минимальный вес Погонное сопротивление Тематики
- кабели, провода...
Синонимы
EN
Русско-английский словарь нормативно-технической терминологии > американский сортамент проводов
17 бор
- boron
- B
бор
B
Элемент III группы Периодич. системы, ат. н. 5, ат. м. 10,811; кристаллы серовато-черного цвета (очень чистый В бесцветен). Природный В состоит из двух стабильных изотопов: 10В (19 %) и "В (81 %). Ранее других известное соединение В — бура — упоминается в сочинениях алхимиков. Свободный (нечистый) В впервые получили Ж. Гей-Люссак и Л. Тенар в 1808 г. нагреванием В203 с металлич. калием. Общее содержание В в земной коре -3 • 10"" мас. %. В природе В в свободном состоянии не обнаружен. Многие соединения В широко распространены, напр., боросиликаты, бораты и бороалюмосиликаты входят в состав многих изверженных и осадочных пород.
Известно несколько кристаллич. модификаций В. Атомы В образуют в них трехмерный каркас подобно атомам С в алмазе. Этим объясняется высокая твердость В. Однако строение каркаса в структурах В гораздо сложнее, чем в алмазе. В кристаллах В особый тип ковалентной связи — многоцентровая с дефицитом эл-нов. В соединениях ионного типа В. 3-валентен. Так наз. «аморфный» В, получаемый при восстановлении В2О3 металлич. натрием или калием, имеет у = 1,73 г/см3. Чистый кристаллич. В имеет у = 2,3 г/см3, L ~ 2075 *с> '«л = 386° <с> тв. по минералогич. шкале 9, микротв. 34 ГПа. Кристаллич. В - полупроводник. В обычных условиях он плохо проводит электрич. ток. При нагреве до 800 °С электрич. проводимость В увеличивается на несколько порядков. Химически В. при обычных условиях довольно инертен. С повышением темп-ры активность В возрастает, более сильно у аморфного, чем у кристаллич., и он соединяется с кислородом, серой, галогенами. При нагревании > 900 °С с углем или азотом В образует соотв. карбид В4С и нитрид BN.
Элемент. В из природного сырья получают в несколько стадий. Разложением боратов горячей Н2О или H2SO4 получают борную кислоту, а ее обезвоживанием - В2О3. Восстановление В2О3 металлич. Mg дает В в виде темно-бурого порошка; от примесей его очищают азотной или плавиковой кислотами. Очень чистый В, необходимый в произ-ве полупроводников, получают из его галогенидов: восстанавливают ВС13 водородом при 1200 °С или разлагают пары ВВг, на Та-проволоке, раскаленной до 1500 °С.
В применяют для микролегирования (доли %) сталей и некоторых литейных сплавов для улучшения их прокаливаемости и механич. свойств (обычно используют ферробор — сплав Fe с 10—20 % В). Поверхностное насыщение стальных деталей В (на глубину 0,1 — 0,5 мм) улучшает не только износостойкость, но и стойкость против коррозии (см. Борирование). В и его соединения (BN, В4С, BP и др.) используют в качестве диэлектриков и полупроводниковых материалов. Широко применяются борная кислота и ее соли (прежде всего, бура), бориды и др.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
- B
- boron
Русско-английский словарь нормативно-технической терминологии > бор
18 дорожный битум
дорожный битум
Битум, используемый для покрытия по глубине проникновения иглы пенетрометра вплоть до максимального значения 900 × 1/10 мм. Более мягкие сорта, чем указанные выше, классифицируются по их вязкости.
[СТ РК ИСО 1998-1-2004 (ИСО 1998-1:1998, IDT)]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > дорожный битум
19 иерархия каналов при ЧРК
иерархия каналов при ЧРК
Основной структурной единицей в системах счастотным разделением каналов является первичная группа, состоящая из 12 каналов с шириной полосы 0,3-4 кГц каждый. Пять 12-канальных групп объединяются в 60-канальную вторичную группу с шириной полосы 312-552 кГц. Из пяти вторичных групп образуется 300-каналыия третичная группа, а три таких канала объединяются в четверичную группу с шириной полосы 8,516-12,388 МГц (рис. F-4). Существуют и более высокие уровни иерархии, образуемые за счет объединения вторичных, третичных и четверичных групп каналов, что позволяет получить 3600 и 10800 каналов.
См. тж. hyjxrgroup, jumbogroup.
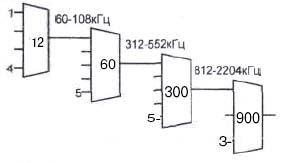
Рис. F-4. Иерархия систем с частотным уплотнением каналов:
12- первичная двенадцатиканальная группа; 60 (5x12) - вторичная группа (supergroup); 300 (5x60) - третичная группа (mastergroup); 900 (3x300) - четверичная группа (supermastergroup)
[Л.М. Невдяев. Телекоммуникационные технологии. Англо-русский толковый словарь-справочник. Под редакцией Ю.М. Горностаева. Москва, 2002]Тематики
- электросвязь, основные понятия
EN
Русско-английский словарь нормативно-технической терминологии > иерархия каналов при ЧРК
20 прокатный стан
прокатный стан
В металлургии машина или система машин для осуществления прокатки. Оборудование прокатного стана для деформирования металла называется основным, а для прочих операций — вспомогательным (транспортные рольганги, пилы, ножницы, моталки и т.п.) или отделочным (правильные машины, зачистные устройства и др.). По назначению прокататные станы делят на 5 основных видов, которые, в свою очередь, можно подразделить на несколько типов: обжимные и заготовочные (блюминги, слябинги, заготовительные сортовые, трубозаготовительные); сортовые (рельсобалочочные, крупно-, средне- и мелкосортные, проволочные); листовые — горячей прокатки (широкополосные, толсто- и тонколистистовые) и холодной прокатки (листовые, ленто-, фольгопрокатные, плющильные); трубопрокатные; специальные (колесо-, шаро-, бандажепрокатные, для зубчатых колес и др.). Обжимные, заготовочные и сортовые прокатные станы характеризуются диаметром рабочих валков, листовые — длиной бочки валков, трубопрокатые — наружным диаметром труб. По числу валков прокатные станы классифицируют на двух-, трех-, четырех-, шести- и многовалковые (в т. ч. планетарные); по числу рабочих клетей на одно-, двухклетевые и т.д.; по расположению клетей на линейные (клети расположены в одну или несколько линий), непрерывные (клети располагаются одна за другой) и полунепрерывные; по направлению вращения рабочих валков на: нереверсивные и реверсивные. Число и расположение рабочих клетей прокатных станов определяется его назначением, требующим числом проходов металла между валками для получения данного профиля и заданной производительностью. По этому признаку станы подразделяются на 8 типов. К одноклетевым станам относят большинство блюмингов, слябинги, шаропрокатные станы, станы для холодной прокатки листов, ленты и труб. Если в одной рабочей клети не удается расположить необходимое число калибров или требуется высокая производительность, применяют станы с несколькими рабочими клетями. Наиболее совершенны многоклетевые непрерывные станы, в которых металл одновременно прокатывается в нескольких клетях. Непрерывные станы служат для горячей прокатки заготовки, полос, сортового проката, проволоки, труб, а также для холодной прокатки листов, жести, ленты и др. профилей. Скорость прокатки на станах весьма различна. У обжимных, заготовительных, толстолистовых, крупносортных станов скорость прокатки составляет 2-8 м/с. Наибольшие скорости прокатки характерны для непрерывной прокатки: сортового проката — 10-20 м/с; полосового — 25-35 м/с; проволоки — 50-70 м/с; холодной прокатки жести — около 40 м/с. Заготовительные станы могут быть двух типов в зависимости от исходного металла — слитков, отлитых в изложницах, или непрерывнолитых заготовок. В первом случае заготовительный стан является также обжимным. Типичные представители таких станов — слябинг, когда требуется плоская заготовка крупных размеров (слябы) и блюминг с установленным за ним собствственно заготовочным непрерывным станом, если требуется прокатные заготовки квадратного или круглого сечения для сортовых, проволочных и трубопрокатных станов. За последней клетью этих станов располагаются летучие ножницы для разрезки заготовки на части требуемой длины или пилы и стеллажи для резки, охлаждения и осмотра заготовки. Заготовительный стан может иметь две непрерывных группы клетей с горизонтальными и вертикальными (для исключения кантовки металла) валками. В этом случае заготовительный стан для выпуска заготовок больших размеров имеет в разрыве между группами клетей летучие ножницы и шлеппер для передачи металла на обводной рольганг. В России заготовительные станы обозначают по диаметру прокатных (шестеренчатых) валков в группах клетей, например — 900/700/500. При использования непрерывнолитой заготовки заготовительные станы устанавливают рядом с МНЛЗ в целях использовования тепла неостывшего металла. Листовые и полосовые станы горячей прокатки предназначены для производства плит толщиной 50-350 мм, листов толщиной 3-50 мм и полос (сматываются в рулон) толщиной 1,2-20 мм. Толстолистовые станы состоят из 1-2 двух и четырехвалковых — клетей с длиной бочки валков 2,8-5,5 м, иногда с установленными перед ними дополнительными клетями с вертикальными валками для обжатия боковых кромок. Для прокатки полос наибольшее применение получили широкополосные непрерывные или полунепрерывные станы, состоящие из 10-15 четырехвалковых клетей с длиной бочки валков 1,5-2,5 м и нескольких клетей с вертикальными валками. Весь прокатываемый металл сматывается в 15-50-т рулоны. Эти станы значительно более производительны, чем толстолистовые, поэтому они используются также и для прокатки толстых (4-20-мм) листов, которые изготавливаются при разматывании рулонов и их разрезке. Со стороны выхода металла из валков устанавливаются выходные рольганги и большое количество вспомогательного оборудования для обработки и транспортиртировки проката; у толстолистовых станов — правильные машины, ножницы, печи для термической обработки и т.д., а у широкополосных станов — моталки для сматывания полос в рулоны, конвейер для транспортировки рулонов и оборудование для разматывания рулонов, их правки и разрезки на листы.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > прокатный стан
Страницы- 1
- 2
См. также в других словарях:
Saab 900 — автомобиль шведского концерна SAAB. Выпускался с 1979 по 1998 годы. Разрабатывался как продолжение модели SAAB 99 с улучшенным комфортом, оснащением и двигателями. На момент выхода в 1979 году укомплектовывался 8 клапанным однокарбюраторным 2 х… … Википедия
Города мира с населением более 100 тысяч жителей — Содержание 1 Европа 1.1 Австрия 1.2 Азербайджан (также в Азии) 1.3 … Википедия
Города Европы с населением более 500 тысяч человек — Города Европы с населением более 500 тысяч человек. Таких городов в Европе по состоянию на середину 2012 года насчитывается 91, среди которых 33 города имеет население более 1 000 000 жителей. В списке приведены официальные данные о численности… … Википедия
Список городов США с населением более 100 тысяч жителей — Эта статья или раздел нуждается в переработке. Пожалуйста, улучшите статью в соответствии с правилами написания статей. Города … Википедия
Битва при Балхе (900) — Сражения Саманидов Дата 900 год Место Балх (северный Афганистан) … Википедия
Блокада Ленинграда: история 900 дней осады — 8 сентября 2011 года исполняется 70 лет со дня начала блокады Ленинграда. Блокада города Ленинграда (ныне Санкт‑Петербург) во время Великой Отечественной войны проводилась немецкими войсками с 8 сентября 1941 года по 27 января 1944 года с целью… … Энциклопедия ньюсмейкеров
цифровой стандарт GSM на частоте 900 МГц — Распространен в более 100 странах Европы и Азии. [http://www.morepc.ru/dict/] Тематики информационные технологии в целом EN GSM 900 … Справочник технического переводчика
Список лазерных установок мощностью более 100 ТВт — Это список лазерных систем, на которых была достигнута мощность излучения более 100 ТВт. Название лазерной системы Место расположения Страна расположения Год создания Максимальная мощность, ТВт Энергия в импульсе, Дж Длительность импульса, фс… … Википедия
глава 12 — ИРЛАНДСКАЯ ИЛИАДА Эбер и Эремон, сыновья Мил Эспэйна и победители богов, открывают собой новый ряд персонажей гэльских преданий ранних ирландских королей милесиан . И хотя монахи хронисты не жалели усилий, пытаясь явить реальную историческую… … Кельтская мифология. Энциклопедия
Австрийское многонациональное государство — Австрия в и в начале нового времени входила в состав «Священной Римской империи германской нации». Однако уже в средние века она складывалась в особое государство. В конце XIV в. Австрия заняла место среди крупнейших княжеств империи. С XV в.… … Всемирная история. Энциклопедия
Дикси — (DIXY) История компании Дикси, ассортимент и качество Дикси, собственные торговые марки Собственники и руководство публичной компании Дикси, стратегия и маркетинг в Дикси, показатели деятельности сети магазинов Дикси Содержание Содержание Раздел… … Энциклопедия инвестора
Перевод: со всех языков на английский
с английского на все языки- С английского на:
- Все языки
- Со всех языков на:
- Все языки
- Английский
- Немецкий
- Русский
- Французский
(более 900 м)
18+
© Академик, 2000-2024
- Обратная связь: Техподдержка, Реклама на сайте
Экспорт словарей на сайты, сделанные на PHP, Joomla, Drupal, WordPress, MODx.